Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Примечание: Технологический процесс сварки рассмотрим в разделе 2.4.; контроль качества сварных соединений - 2.4.6.; защита конструкции от коррозии 2.6.
2.3.2 Описание приема сборки и принятого приспособления
В цехе сборосварки производим сборку блока, который собираем по рабочему чертежу из отдельных деталей. Блок собираем путем последовательной установки и временного соединен
ия. Последовательность операций при сборке отправочного элемента блока Б-17:
1. Сборка двутавровых поперечных рёбер жесткости и таврового соединения вертикальной стенки блока с верхним поясом.
Сборку и сварку поперечных ребер жесткости (двутаврового сечения), а также верхние поясные швы блока выполняем в цехе сборосварки по следующей технологии:
На сборочных стеллажах собираем поперечные двутавровые сечения. Для этого размечаем полки поз.21 и поз.17 по осям установления стенки поз.20 (рисунок 13).

Рисунок 13 - Разметка полок под установку стенки
Прихватываем полки к стенке, выдерживая угол 90°, для этого прикладываем угольную линейку (рисунок 14).
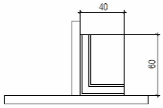
Рисунок 14 - Установка уголка
Устанавливаем выводные планки на торцах двутавра (рисунок 15).
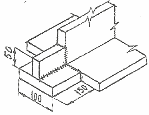
Рисунок 15 - Выводные планки
Завариваем поясные швы автоматической сваркой, описанной в пункте 2.4
Готовые двутавровые сечения поправляем на грибовидность газопламенным
способом. Для правки выбираем газовую горелку "Вулкан" ГП-1 (рисунок 16).
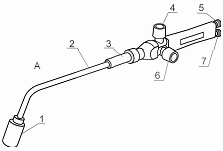
1 - мундштук; 2 - наконечник; 3 - смесительная камера; 4 - клапан кислорода; 5 - штуцер кислорода; 6 - клапан горючего газа; 7 - штуцер горючего газа
Рисунок 16 - Газовая горелка "Вулкан" ГП-1
Горелка многопламенная подогревающая, предназначена для различных видов газопламенной обработки металлов с применением в качестве горючего ацетилена, пропан-бутана или природного газа и кислорода, основные технические характеристики ее даны в таблице 18.
Таблица 18 - Технические характеристики газовой горелки ГП-1 "Вулкан"
|
Характеристики |
ГП - 1 | |
|
1 |
2 | |
|
1. Давление газов на входе в горелку, МПа Кислород Пропан - бутан Природный газ Ацетилен |
0,6 - 1,0 0,15 - 0,25 0,15 - 0,25 0,003 - 0,12 | |
|
2. Расход газов, м3/ч Кислород Пропан - бутан Природный газ Ацетилен 3. Температура пламени, ºС Пропан - бутан Природный газ Ацетилен 4. Масса горелки, кг 5. Габаритные размеры не более, мм |
4,5 - 6,0 1,5 - 2,0 1,5 - 2,0 4,0 - 5,5 2500 2400 3150 1,2 590*200*70 | |
Выкладываем верхний пояс блока поз.1, поз.2 и размечаем его под установку вертикальной стенки поз.5, поз.4 (рисунок 17).
Рисунок 17 - Разметка верхних поясов под установку стенок
Установку и фиксацию вертикальной стенки к поясу производим с помощью распорок, выполненных из прокатного швеллера, изображенных на чертеже лист3.
Устанавливаем вертикальную стенку на верхний пояс блока (см. чертеж лист 3) и прихватываем.
При необходимости поправляем тавр газопламенным способом, аналогичным правке двутавра.
2. Сборка ортотропных плит нижнего пояса блока:
Выкладываем лист нижней ортотропной плиты поз. З и размечаем его под установку продольных ребер жесткости поз.6 и поз.7. Разметка изображена на чертеже лист 3. Разметку ведем от торца плиты и от продолов. Припуск, данный на ширину плиты +2мм, равномерно распределяем по +1мм на края продолов.
Устанавливаем по разметке продольные ребра жесткости поз.6 и поз.7, выдерживая угол 90° при помощи угловой линейки (аналогично установки полок к стенке), прихватываем.
Приварку продольных ребер жесткости выполняем автоматической сваркой под слоем флюса, описанной в пункте 2.4 Проверяем ребра на предмет деформации от сварки путем натяжения шнура вдоль ребра, при необходимости поправляем ребра газопламенным способом.
Собираем поперечное ребро из поз.15а, 15б. Выкладываем детали на стеллаж и проверяем стык, допускаемое смещение кромок относительно друг друга не более 1,7мм. Привариваем выводные планки (рисунок 18). Начинаем и заканчиваем сварку на выводных планках.
Рисунок 18 - Выводные планки
После сварки планки срезаем, место среза зачищаем шлифовальной машинкой "Хилти".
Заплавляем фаску полуавтоматическим способом в среде СО2, описанном в пункте 2.4 Заплавляем фаску со второй стороны. Зачищаем стык шлифовальной машинкой заподлицо.
Производим УЗД шва в объёме 100%, так как в проектных разработках эти швы указываются как наиболее подверженные нагрузкам и требуют тщательного контроля. УЗК описан в пункте 2.4.6
Аналогично завариваем стык на поз.16.
Собираем тавровое сечение (поз.15 с поз.16). Устанавливаем распорку из уголка для предотвращения сварочных деформаций. Завариваем их между собой полуавтоматической сваркой в смеси 80% Аг + 20% СО2, описанной в пункте 2.4.6
Проверяем собранные детали внешним контролем на наличие дефектов в сварных швах.
Размечаем плиту поз.3 под установку поперечных ребер жесткости поз 15, 9,8. Разметку ведем от фрезерованного торца плиты. Даем припуск по +1мм между поперечными ребрами на усадку от сварки.
Устанавливаем поперечные ребра поз 15,8,9 по разметке, выдерживая угол 90° путем установки уголка, и прихватываем.
Привариваем поперечные ребра к нижнем поясу блока полуавтоматическим способом сварки, описанном в пункте 2.4.6
Проверяем внешним контролем наличие дефектов в сварных швах и наличие отклонений от размеров по рабочим чертежам.
Готовую плиту при необходимости поправляем газопламенным способом, аналогичным приведенным ранее.
Отправляем собранные детали на укрупнительную сборку блока.
3. Сборка вертикальной стенки блока с продольными ребрами.
Сборку продольных ребер поз.13,14 производим в цехе сборосварки.
Производим стыковку продольных ребер поз.13,14. Линейность проверяем с помощью разметочного шнура и прихватываем. Допускаемое смещение кромок не более 1,7мм. Заплавляем фаску полуавтоматическим способом в среде СО2. Заплавляем фаску со второй стороны. Производим УЗД в объеме 100%, так как данный шов отмечается наиболее подверженным нагрузкам. Сварку начинаем и заканчиваем на выводных планках (рисунок 19). После сварки выводные планки срезаем газорезательной машиной "Микрон - 2", места зачищаем шлифовальной машинкой.