Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Рисунок 4 - Семивалковая листоправильная машина типа УБР 32/3200.
Семивалковая листоправильная машина предназначена для правки листов толщиной до 32мм и шириной до 3200мм (рисунок 4). Ее технические характеристики в таблице 7 подходят для выбранного металлопроката на изготовление деталей 4, 15а, 15б.
Таблица 7 - Технические характеристики листоправильной машины
типа УБР 32/3200
|
Параметры |
32/3200 |
|
Размеры листа, мм: Толщина Ширина Наименьшая толщина листа при правке, мм Предел прочности стали при растяжении, кгс/мм2 Полезная длинна бочек, мм Количество валков, шт Скорость правки, м/мин. Диаметр рабочих валков, мм Габаритные размеры, мм: Длина Ширина Высота над полом Масса, кг |
32 3200 8 34 3400 7 12 345 10670 4340 4420 142000 |
Разъемные части и стойка станины машины соединены болтами, а стойки - траверсами. Подвижная траверса установлена в регулируемых направляющих и уравновешена пневматическими цилиндрами. В стойках и подвижной траверсе установлены семь валков, из которых три нижних и два верхних приводные, а два крайних верхних - неприводные. Опорные ролики регулируются с помощью клиновых устройств. Валки приводятся в движение от двух электродвигателей через редуктор, шестеренную клеть и шарнирные шпиндели. Подвижная траверса удерживается четырьмя шпинделями, которые вращаются от общего реверсивного электродвигателя через червячный редуктор и два промежуточных вала, соединенных с червяками спаренных червячных редукторов. Положение верхней траверсы контролируют посредством указательного устройства индикаторного типа. Положение направляющих валков регулируется от индивидуальных реверсивных электродвигателей через червячные редукторы. На стойках установлены боковые направляющие ролики, предупреждающие трение листа о стойки. При правке необходимо применять роликовые конвейеры для подачи листа в вальцы и приема выпрямленного листа. Загрузка и снятие с роликовых конвейеров производится мостовыми кранами. После включения механизма нижних валков листоправильных вальцов включают механизм вращения роликов конвейера, который подает листовую сталь в вальцы, а далее она перемещается в вальцах за счет вращения нижних валков. Правка листовой стали на вальцах заключается в том, что деформированный лист закладывается в зазор между верхними и нижними цилиндрическими валками, расположенными в шахматном порядке. При движении лист многократно изгибается, и в нем появляются упругопластические или пластические деформации, которые растягивают лист и устраняют его неровности.
После правки производим контроль качества с помощью стальной метровой линейки. Линейку устанавливаем на лист ребром и с помощью щупа t=1,5 мм проверяем величину зазора. Зазор не превышает 1,5 мм, значит лист выправлен.
2.1.2 Очистка и консервация металлопроката
Весь предназначенный для изготовления мостовых конструкций металлопрокат должен быть перед запуском в производство очищен от прокатной окалины и ржавчины.
Согласно СТП 012-2000* "Заводское изготовление стальных конструкций мостов" разрешается производить очистку металла переносными дробеструйными или пескоструйными установками и ручным механизированным инструментом. В связи с тем, что металлопрокат на заводе изготовителе находятся в утепленном, сухом помещении цеха, он не требует поточной линии. Для его очистки на складе металлопроката выбираем дробеметную установку с целью упрочнения. Дробеметная установка представляет собой камеру с дробеметными аппаратами марки 4Б114 и 4Б124 (рисунок 5). Основные технические характеристики дробеметного аппарата даны в таблице 8.
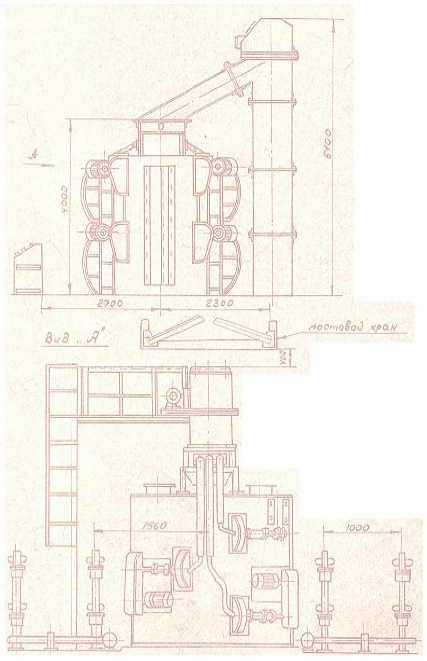
Рисунок 5 - Дробеметная установка
Таблица 8 - Технические характеристики аппарата 4Б114 и 4Б124.
|
Параметры |
4Б114 |
4Б124 |
|
Максимальная производительность, кг/мин Мощность электродвигателя привода, кВт Диаметр рабочего колеса, мм Частота вращения рабочего колеса, об/мин Число лопастей, шт Направление вращения рабочего колеса Скорость схода дроби с лопастей, м/с Габаритные размеры без электродвигаеля, мм длина ширина высота Масса дробеметного аппарата, кг Рекомендуемый абразив |
210 15 340 3000 6 по часовой стрелке 70-80 700 550 540 250 Дробь стальная по ГОСТ11964-81 №0,5-3,5 твердостью ниже HRS 45 |
210 15 340 3000 6 против часовой стрелки 70-80 700 550 540 250 Дробь стальная по ГОСТ11964-81 №0,5-3,5 твердостью ниже HRS 45 |
Дробеметный аппарат состоит из шпинделя, корпуса, колеса рабочего, питателя, импеллера, камеры распределительной, кольца отражательного, лопасти, планки. Шпиндель состоит из листового корпуса, в котором установлен на подшипниках качения вал. С одной стороны на конце вала закреплено рабочее колесо, с другой - шкив клиноременной передачи от электропривода. Шпиндель при помощи фланца крепится к корпусу, облицованному внутри износостойкими плитами. Корпус предотвращает вылет абразива в окружающее пространство. Сверху корпус имеет крышку, обеспечивающую доступ к рабочему колесу и защите для осмотра и обслуживания. В рабочее колесо вставляются шесть радиально расположенных лопастей, предназначенных для предания абразиву требуемой для обработки скорости. Оно крепится болтами к ступице, насаженной на вал шпинделя. По оси рабочего колеса установлен импеллер, сообщающий начальную скорость абразиву. Торец ступицы защищен отражательным кольцом. Питатель служит для подачи абразива в аппарат, крепится к корпусу с помощью планок. Распределительная камера устанавливается в корпус аппарата при помощи кольца и предназначена для формирования направленного потока абразива и его регулировки.
Поступающий в питатель абразив направляется во внутреннюю полость импеллера, который придает ему первоначальную скорость. Поток абразива выбрасываемый из окна распределительной камеры, подхватывается лопастями рабочего колеса, разгоняется под воздействием центробежных сил и выбрасывается веерообразным потоком на обрабатываемое изделие.
На дробеметном аппарате устанавливается конечный выключатель, подлежащий включению в цепь управления установки, в которой применяется дробеметный аппарат и блокирующий включение электродвигателя привода аппарата при открытой крышке. Для уплотнения стыка крышки и корпуса от вылета наружу пыли и дроби служи резиновая прокладка.