Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Передвижение трактора осуществляется при помощи двух ведущих обрезиненных бегунков. Для ручного перекатывания трактора, на валу бегунков предусмотрена специальная фрикционная муфта с двумя маховиками, расположенными с разных сторон трактора. При вращении маховиков против часовой стрелки муфта расцепляется, и вал бегунков отключается от электродвигателя. Переднее шасси трактора состоит из травер
сы, укрепленной на корпусе электродвигателя, и двух передвижных штанг, на которых закрепляют холостые бегунки или копирные ролики. Ведущие бегунки и холостые изолированы от корпуса и имеют резиновые шины, что обеспечивает хорошее сцепление их с поверхностью металла. Для перемещения трактора по направляющей линейке на правых колесах предусмотрены канавки. Для переноски трактора имеется ручка. Универсальность трактора достигается применением сменных узлов и деталей, при помощи которых можно настраивать трактор на сварку различных видов соединений.
Все остальные швы выполняем полуавтоматом ПДГ-510 предназначенным для сварки в защитной среде углекислого газа конструкций, швы которых расположены в различных пространственных положениях и в труднодоступных местах.
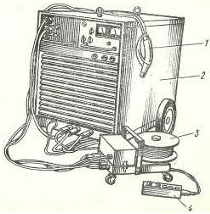
1 - сварочная горелка; 2 - источник питания; 3 - механизм подачи электродной проволоки; 4 - переносной пульт управления
Рисунок 20 - Сварочный полуавтомат ПДГ - 510
Полуавтомат, состоит из сварочной горелки, механизма подачи электродной проволоки, переносного пульта управления, источника питания с встроенным блоком управления полуавтомата, газового редуктора с расходомером и подогревателем газа, соединительных шлангов и проводов. Состав полуавтомата: тип механизма подачи электродной проволоки МПО-1; тип сварочной горелки ГДПГ-501-4; тип источника питания ВДУ-504-1. Полуавтомат ПДГ-510 комплектуют турелью. Турель устанавливается на источнике питания и служит опорой для подающего механизма, допуская поворот его вокруг вертикальной оси на 360°.
В полуавтомате автоматизирован процесс подачи электродной проволоки и защитного газа в зону сварки. Электродная проволока с помощью злектродвигательного привода механизма подачи поступает из кассеты по гибкому направляющему каналу в зону сварки по мере ее плавления. Одновременно по шлангу газотокопровода в зону сварки подводится из баллона (или цеховой магистрали) углекислый газ для защиты металла шва и сварочный ток от источника питания дуги. Перемещение сварочной горелки производится вручную.
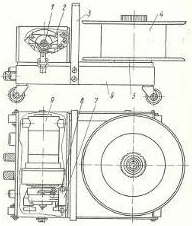
1 - рычаг прижимного устройства; 2 - рычаг; 3 - ручка; 4 - кассета; 5 - тормозное устройство; 6 - основание; 7 - пружина; 8 - винт; 9 - электродвигательный привод
Рисунок 21 - Открытый механизм подачи проволоки МПО-1
Механизм подачи электродной проволоки открытого типа МПО-1 приведен на рисунок 21. На нем размещены электродвигательный привод 9, кассета 4 с электродной проволокой, съемный пульт управления и блок разъемов, служащих для подключения соединительных проводов и шлангов. Электродвигательный привод состоит из цилиндрического редуктора и электродвигателя постоянного тока. На выходном валу редуктора укреплено зубчатое колесо с ведущим роликом. Второе зубчатое колесо с прижимным роликом находится на рычаге прижимного устройства и при повороте рычага может быть отведена для заправки электродной проволоки. Благодаря наличию зубчатого зацепления оба ролика являются ведущими. Усилие поджатия прижимного ролика регулируется винтом 8, воздействующим на рычаг 2 через плоскую пружину 7. Кассета с электродной проволокой устанавливается на тормозном устройстве 5, которое не допускает самораскручивания проволоки при работе. Все узлы механизма подачи монтируют на основании 6, в нижней части которого расположен прилив с отверстием для установки механизма на шток турели. К основанию прикрепляют четыре колеса. Для переноски механизма подачи имеется ручка 3.
В механизме подачи проволоки открытого типа МПО-1 кассета с электродной проволокой и электродвигательный привод открыты, кожухом закрывается только привод.
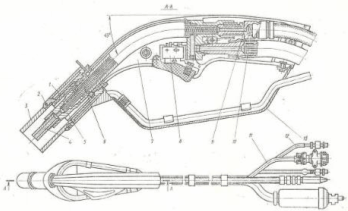
1 - сопло; 2 - прижимное кольцо; 3 - сменное сопло; 4 - наконечник; 5 - держатель; 6 - спираль; 7 - корпус; 8 - выключатель; 9 - направляющий канал; 10 - токогазоподвод; 11 - провода управления; 12 - шланг; 13 - экран
Рисунок 22 - Сварочная горелка ГПДГ - 501 - 4
Сварочная горелка ГДПГ-501-4 с направляющим каналом, имеющим проходной диаметр 3,2 мм, предназначена для сварки электродной проволокой диаметром 2,0 мм током до 500 А. Она состоит из корпуса 7 с изогнутой направляющей трубкой, спирали 6, держателя 5, наконечника 4, сопла 1, направляющего поток защитного газа, пружинного кольца 2, удерживающего сменное сопло 3, направляющего канала 9 для электродной проволоки, токогазоподвода 10, выключателя 8, проводов управления 11 и шлангов 12 для воды. Снизу рукоятки имеется экран 13, который защищает руку сварщика от тепловых излучений. Для предотвращения перегрева горелки сопло 1 охлаждается водой.
Для снижения давления защитного газа и регулирования его расхода служит редуктор с расходомером и подогревателем газа, закрепляемые на баллоне. Подогреватель предназначен для подогрева защитного газа, поступающего в редуктор, с целью предупреждения замерзания каналов редуктора при перепаде давления газа. Питание подогревателя газа осуществляется переменным током от понижающего трансформатора, расположенного в источнике питания.
Источником питания сварочной дуги является сварочный выпрямитель. В нишу выпрямителя встраивают блок управления полуавтоматом и соединяют с ним штепсельный разъем. Этот блок управления предназначен для включения и выключения электромагнитного газового клапана, источника питания, двигателя подающего механизма, а также для регулирования скорости подачи электродной проволоку.
На переносном пульте управления смонтированы тумблер для проверки газа и подачи электродной проволоки, тумблер для реверсирования вращения двигателя подающего механизма, потенциометр скорости подачи электродной проволоки, потенциометр регулирования напряжения дуги. Переносный пульт управления может быть укреплен на механизме подачи электродной проволоки.
2.4.4 Описание технологии сварки и применяемых приспособлений
Для обеспечения высокого качества сварных соединений, достижения максимальной производительности труда, минимальных сварочных деформаций, удобства сварки, безопасности работы выбираем следующую технологию сварки швов блока Б-17.
Последовательность наложения швов устанавливаем с таким расчетом, чтобы деформации, вызванные наложением предыдущего шва, были ликвидированы обратными деформациями после наложения последующего шва.
Сварку поясных швов двутавровых поперечных ребер жесткости поз.17, поз. 20, поз.21и таврового соединения поз.1с поз.5 и поз2 с поз.4 завариваем автоматическим способом под слоем флюса АН-348А+АН60 сварочной проволокой Св-08ГА 4мм в горизонтальном положении.