Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Qmax = ![]() (12)
(12)
Qmax = ![]() = 2987 кН
= 2987 кН
Вывод: Несущая способность пролетного строения составляет -
изгибающий момент: 889056 кН·см
поперечная сила: 2987 кН
2. Технологическая часть
2.1 Подготовка производства
Подготовку металлопроката
производим в цехе подготовки металла, основными операциями этого цеха являются:
Разгрузка;
Сортировка;
Правка металла;
Очистка и консервация металлопроката;
Хранение.
2.1.1 Правка прокатной стали
Для установления метода правки и выбора оборудования для правки, делаем выборку металла, используя чертеж КМД. Металл группируем по видам профилей (листовая сталь по толщинам) и, в соответствии с количеством деталей и отправочных марок, каждому виду профиля подбираем соответствующие размеры по ГОСТ 19903-74, в котором указано, что заказываемый металлопрокат может иметь размеры не соответствующие ГОСТ по просьбе заказчика. Выборку металла оформляем в таблицу 4.
Таблица 4 - Заказ металлопроката для изготовления деталей отправочного элемента Б-17.
|
Деталь |
Сечения |
Принятый профиль |
ГОСТ |
|
4а 4б |
- 2180*12*6300 2180*12*5263 |
- 2220*12*7600 |
19903-74 |
|
15а 15б |
- 750*12*2268 370*12*703 |
- 1620*12*8000 |
19903-74 |
Виды деформаций листовой стали:
Волнистость листовой стали по длине;
Коробоватость листа;
Саблевидная кривизна листа;
Местные выпучины (хлопуны);
Местная выпучина (фалды) по краям листа;
Заломленная кромка листа;
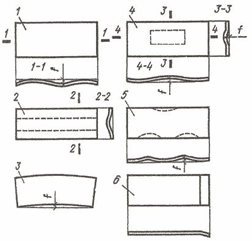
1 - волнистость листовой стали по длине; 2 - коробоватость листа; 3-саблевидная кривизна листа; 4-местные выпучины (хлопуны); 5-местная выпучина (фалды) по краям листа; 6-заломленная кромка листа.
Рисунок 2 - Виды деформаций листовой стали:
Для установления метода правки производим расчет радиуса кривизны стрелки прогиба. Деформированный металлопрокат (рисунок 3).
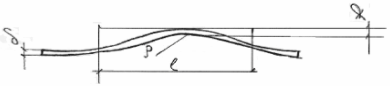
l - длинна хорды; f - стрелка кривизны; p - радиус кривизны.
Рисунок 3 - Эскиз искривления листовой стали
Расчет производим согласно заданию на дипломный проект для листового металлопроката сечением - 2220*12*7600 мм для деталей 4а,4б, металлопроката сечением - 1620*12*8000 мм для деталей 15а,15б.
Детали 4а, 4б, 15а, 15б
Расчет производим согласно СП 53-101-98 "Изготовление и контроль качества стальных строительных конструкции, таблица1".
Определяем радиус кривизны для деформации волнистость и коробление относительно оси х по формуле (13):
р=50 х б (13)
рх=50 х 12= 600 мм
ру=600 мм
Определяем длину хорды прогнутой части относительно оси х по формуле (14):
l=1,5р (14)
l=1,5 х 600 = 900 мм
l=900 мм
Определяем стрелку кривизны относительно оси х по формуле (15):
fх=l/400б (15)
fх=900/400 х 12=0,1875 мм
Относительно оси у по формуле (16):
fу=l/800б (16)
fу=900/800 х 12=0,09375 мм
Данные расчёта искривлений сводим в таблицу 5.
Таблица 5 - Данные расчета искривлений
|
№ детали |
Размер принятого сечения |
Виды деформаций |
Допускаемая величина |
Способ правки и применяемое оборудование | |
|
Для хол. правки |
После правки | ||||
|
4а 4б |
- 2220*12*7600 |
Волнистость, коробоватость, хлопун, заломление кромки |
ру=600 мм l=900 мм fх= 0,1875 мм ру=600 мм l=900 мм fу=0,09375 мм |
Зазор 1мм на 1м длины |
Правка в холодном состоянии на листоправильных вальцах типа УБР 32/2500 |
|
15а 15б |
-1620*12*8000 |
Волнистость, коробоватость, хлопун, заломление кромки | |||
Вывод: Величина искривлений f, l, p не превышает 1%, что меньше допустимых величин согласно СП 53-101-98, потому будем производить правку в холодном состоянии деталей 4а, 4б, 15а, 15б, так как это более производительный способ.
Для правки в холодном состоянии деталей выбираем листоправильные вальцы типа УБР 32/3200, т.к согласно СТП 012-2000* "Заводдское изготовление стальных конструкций мостов" листовой прокат, подаваемый в обработку, должен быть выправлен на листоправильной машине с количеством волков не менее семи независимо от исходного состояния проката.
Порядок правки на листоправильных вальцах:
укладываем деформированный лист на подающий рольганг;
измеряем деформацию листа;
устанавливаем режимы правки в соответствии с таблицей 6 и пропускаем лист через листоправильную машину;
вновь измеряем деформации;
корректируем режимы правки и обратным ходом лист пропускаем через правильную машину.
Таблица 6 - Режимы правки листа
|
Толщина листа, мм |
Скорость правки, м/с |
Значение величины зазора между валками с и превышение крайних валков нижнего ряда λ | |
|
С |
λ | ||
|
12 |
0,10-0,15 |
7,2…10,1 |
1, 20 |
При правильно подобранных режимах лист выправляется за один подход. Количество подходов (при необходимости) не должно превышать шести.
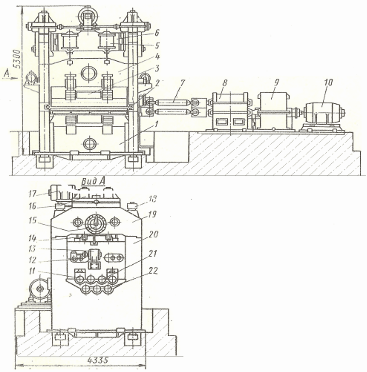
1,4,6 - траверсы; 2,3 - ролики; 5 - пневматический цилиндр; 7,14 - шпиндели; 8 - шестеренная клеть; 9 - редуктор; 10,13,17 - электродвигатели; 11,21,22 - валки; 12,16 - червячные редукторы; 15 - индикаторное устройство; 18 - стяжной болт; 19,20 - верхняя и нижняя части стойки.