Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Таблица 11 - Сопроводительный лист №3
|
Деталь |
Кол-во |
Сечение |
Длина |
Масса | h=49 rowspan=2 valign=top >
d отв. |
Кол-во отверстий |
Примечание | ||||
|
Шт. |
всех | ||||||||||
|
15б |
4 |
-370*12 |
703 |
11,8 |
94 |
- |
- |
- | |||
|
| |||||||||||
|
Наименование операции |
Оборудование |
Инструмент | |||||||||
|
1. Резка |
Кислородная машина "Комета" |
- | |||||||||
|
2. Набить № плавки |
- |
Клеймо | |||||||||
|
3. Правка |
Листоправильные вальцы УБР 32/3200 |
- | |||||||||
|
4. Разметка |
- |
Рулетка 20 м | |||||||||
|
5. Секатор |
Переносная машина "Микрон - 2" |
- | |||||||||
|
4. Скругление радиуса кромки |
Шлифовальная машинка "Хилти" |
- | |||||||||
|
5. Фрезеровка |
Продольно-фрезерный станок 6310 |
- | |||||||||
|
6. Кантовка |
Мостовой кран, вагонетка |
- | |||||||||
Прежде чем приступить к операциям, описанным в сопроводительных листах, рассчитываем технологические припуски таблица 12 на резку, стыковку, сварку и фрезеровку металлопроката, а также допускаемые отклонения при сверлении отверстий таблица 13.
Таблица 12 - Технологические припуски
|
Детали |
Сечение деталей |
Наименование припуска |
Размер припусков в мм |
|
4а 4б |
2180*12*6300 2180*12*5263 |
На стыковку шва |
1 |
|
На резку каждого торца |
4 | ||
|
На 1м продольного шва с кf=6мм |
1 | ||
|
На каждую пару приваренных ребер жесткости |
0,5 | ||
|
На фрезеровку |
5 | ||
|
15а 15б |
- 750*12*2268 370*12*703 |
На строжку |
5 |
|
На продольную и поперечную резку |
4 |
Таблица 13 - Допускаемые отклонения
|
Деталь |
Сечение |
Наименование отклонения |
Размер отклонения |
|
4а 4б |
- 2180*12*6300 2180*12*5263 |
Расстояние между центрами отверстий |
2 мм |
Описание операций для изготовления детали 4.
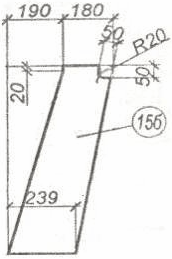
Металлопрокат сечением - 2220*12*7600 раскладываем на стеллаже и размечаем (рисунок 7) при помощи керна, молотка и рулетки необходимые размеры с учетом технологических припусков.
А) Б)

Рисунок 7 - Разметка металлопроката
Набиваем номер плавки при помощи клейма для легкости определения марки стали. По размеченным линиям режем металлопрокат при помощи газорезательной полуавтоматической переносной машины "Микрон - 2" (рисунок 8).
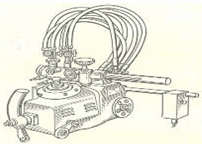
1 - газовый коллектор; 2-штанга; 3-циркульное устройство; 4-корпус; 5-крышка; 6-суппорт; 7-рукоятка; 8-переключатель; 9-потенциометр; 10,11-резаки.
Рисунок 8 - Переносная газорезательная машина "Микрон - 2"
Машина имеет корпус 4, в котором размещены электродвигатель мощностью 22 Вт и редуктор. На крышке 5 смонтированы переключатель 8, потенциометр 9, газовый коллектор 1, суппорт 6, в нем перемещается штанга 2, на которой закреплены держатель с резаками 10 и 11. Также имеет циркульное устройство 3 и рукоятка 7, предназначенная для переноски машины и направления при ручной резке.
Так как конструкция подвергается динамическим нагрузкам необходима наибольшая точность при изготовлении деталей, поэтому правим лист еще раз на семивалковой листоправильной машине типа УБР 32/3200, описание ее дано в пункте 2.1 1 "Правка прокатной стали".
После правки готовим металлопрокат под стык. Перед этим размечаем его при помощи рулетки и мела. Для обеспечения точности геометрических размеров в пределах заданных допусков, удаления зон с измененной структурой кромок после механической и термической резки, обеспечения передачи усилий сжатия плотным касанием деталей, устранения отдельных выхватов или других дефектов резки производим строгание кромок деталей на кромкострогальном станке типа "Вагнер" HB-60|14 (рисунок 9). Технические характеристики станка проведены в таблице 14.