Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Осмотр готовых изделий. Внешним осмотром невооруженным глазом или с помощью лупы выявляем прежде всего дефекты швов в виде трещин, подрезов, пор, свищей, прожогов, наплывов, непроваров в нижней части швов. Многие из этих дефектов, как правило, недопустимы и подлежат исправлению. При осмотре выявляем также дефекты формы швов, распределение чешуек и общий характер распределения металла в усилении
шва.

Рисунок 26 - Наплывы в швах. Рисунок 27 - Подрезы.
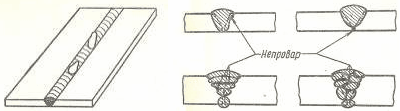
Рисунок 28 - Прожоги. Рисунок 29 - Непровары.

Рисунок 30 - Шлаковые включения. Рисунок 31 - Трещины в св. швах.
Внешний вид поверхности шва характерен для каждого способа сварки, а также для пространственного положения, в котором выполнялась сварка. Равномерность чешуек характеризует работу сварщика, его умение поддерживать постоянную длину дуги и равномерную скорость сварки. Неравномерность чешуек, разная ширина и высота шва указывают на колебание мощности дуги, частые обрывы и неустойчивость горения дуги в процессе сварки. В таком шве возможны непровары, поры, шлаки и другие дефекты. При сварке в вертикальном и потолочном положениях сварные швы имеют резко выраженную неравномерность чешуек, бугры, седловины и наплывы. При сварке в защитных газах в вакууме внешняя поверхность швов гладкая, блестящая, без чешуек и имеет вид полоски расплавленного металла. Сварные швы сравниваем по внешнему виду со специальными эталонами. Геометрические параметры швов измеряем с помощью шаблонов или измерительных инструментов. Тщательный внешний осмотр - обычно весьма простая операция, тем не менее может служить высокоэффективным средством предупреждения и обнаружения дефектов. Только после проведения внешнего осмотра и исправления недопустимых дефектов сварные соединения подвергаем контролю другими физическими методами для выявления внутренних дефектов.
Блок Б - 17 имеет несколько наиболее нагруженных швов обязательных для проверки УЗК. УЗК проверяем швы на стыках между ребрами поз.6а+6б; 7а+7б; 13а+13б+13в+13г; 13а+14б+14в+14г, стыки между поперечными ребрами из поз.15а, 15б, поясные швы между ребрами поз13,14 и стенками, стык между поперечным ребром двутаврового сечения и стенками. Ультразвук - это колебания материальной среды, которые лежат за пределами слышимости человеческого уха. Для контроля качества сварных швов выбираем ультразвуковой аппарат марки УД-270. Большинство процессорных дефектоскопов работает примерно в одном частотном диапазоне (1,25 .10 МГц); имеет: плоский дисплей с отображением цифровой и видеоинформации (режим полиэкрана); герметичную клавиатуру прямого доступа; не менее двух стробов АСД, регулируемых по временному положению, длительности и амплитудному уровню; автоматическое измерение амплитуды и временных интервалов; режим задержанной развертки (электронная лупа); встроенную память; меню; текстовой редактор; сопряжение с внешним компьютером через стандартную интерфейсную шину К8-232; комбинированное питание: сетевое и от аккумуляторной батареи; противоударный корпус и др.
Рисунок 32 - Процессорный дефектоскоп общего назначения.
Околошовную зону зачищаем на расстоянии 50 - 80 мм с каждой стороны, наносим контактную жидкость, настраиваем дефектоскоп, производим сканирование. УЗК проникает через любые металлы, неметаллы и любые жидкие среды. Лучи УЗК преломляются и отражаются на границе двух сред, благодаря чему становится явным присутствие дефекта. Отраженный от дефекта ультразвук преобразуется в электрические колебания и усиливается усилителем, затем подается на осциллограф в развернутом виде - импульсах.
2.5 Отделочные операции
После полной сборки, сварки, правки и проверки блока производим сверление отверстий в верхних поясах и вертикальной стенке блока.
На верхних поясах блока поз.1и поз.2 производим разметку осевых линий для сверления отверстий, разметку ведем от имеющихся отверстий в поз.21 (двутавровые распорки).
Просверливаем отверстия диаметром 25мм в верхних поясах блока по накладному кондуктору. На вертикальной стенке блока производим разметку осевых линий для установки накладного кондуктора. Устанавливаем накладной кондуктор на вертикальную стенку по осевым линиям, совмещая риски на кондукторе с осевыми линиями на стенке. Просверливаем отверстия диаметром 25мм в вертикальной стенке по кондуктору, зеркально отраженный кондуктору для сверления детали 4, изображенному на чертеже лист 3. Проверяем операцию сверления отверстий на отсутствие отклонений от заданных размеров по чертежу при помощи рулетки.
2.6 Защита металлоконструкций от коррозии
Для защиты конструкции от коррозии выбираем окраску блока Б - 17 согласно СНиП 2.03.11-85 "Защита строительных конструкций от коррозии" грунт Steel Paint - Pu - Zink в один слой (80мкм). Перед окрашиванием поверхность металлоконструкций необходимо обработать от заусенцев, острых кромок, сварочных брызг, остатков флюса, для этого выбираем дробеструйную обработку аппаратом типа "UNIBLAST" DSG-200. Установка пневмопескодробеструйная напорного типа "DSG" предназначена для очистки металлических конструкций от ржавчины, старой краски, и других наслоений и подготовки поверхности перед нанесением антикоррозионных покрытий.
Для питания установки используется сжатый воздух, очищенный от влаги и масла до 2-го класса, давлением 5-7 кгс/см2 и расходом 3-10 м3/мин в зависимости
от диаметра сопла. В качестве абразивного материала могут быть использованы: сухой речной песок, электрокорунд, металлическая или чугунная дробь грануляцией 0,1-3,0 мм.
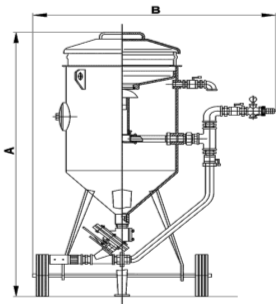
Рисунок 33 - "UNIBLAST" DSG-200
Таблица 25 - Технические характеристики "UNIBLAST" DSG-200.
|
Параметры |
"UNIBLAST" DSG-200 |
|
Габаритные размеры |
1570x1000x730 мм |
|
Масса |
132 кг |
|
Объем емкости |
200 л |
|
Рабочее давление |
5-7 кгс/см2 |
|
Расход сжатого воздуха |
4.5-10 м3/мин |
|
Производительность |
5-27 м2 |
Данные аппараты оборудованы пультами дистанционного управления процессом подачи дроби в материальный шланг.
В комплект одного аппарата DSG-200 входят: