Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
После резки выполняем вторичную правку для устранения возможных деформаций после роспуска металлопроката аналогично правке описанной выше на листоправильных вальцах типа УБР 32/3200.
Затем размечаем лист для фрезеровки вертикальных кромок стенки, фрезеровку будем производить на кромкострогальном станке типа "Вагнер" 60/8. Все технологические данные станка аналогичны станку типа
"Вагнер" 60/14, за исключением наибольшей длинны строжки, равной для данного станка 8000 мм.
После фрезеровки для сверления отверстий на деталь укладываем накладной кондуктор, изображенный на чертеже лист 3.
Сверлим деталь на радиально-сверлильном станке типа 2Р53, изображенном на чертеже лист 3.
После сверления у кромок детали остается снять фаску, для этого при помощи рулетки лист замеряем и переносной машиной "Микрон - 2" снимаем фаски.
После изготовления деталь 4 маркируем. Маркировку производим мелом в соответствии с чертежом КМД, указывая номер чертежа, номер заказа, номер детали, количество деталей, что обеспечивает быстроту нахождения детали и удобство сборки.
Замаркированную деталь проверяем на качество сварных соединений, которые не должны иметь ни внешних, ни внутренних дефектов. Сварочный шов проверяем 100% УЗК, описанным в пункте 2.5
Изготовленную деталь мостовым краном перекладываем на тележку и отправляем для дальнейшего изготовления в цех сборо-сварки.
Описание операций для изготовления детали 15а.
Резку детали 15а выполняем на кислородной машине "Комета", которая не требует разметки, характеристики ее даны выше в описании операций для изготовления детали 4. После резки набиваем номер плавки на деталь для легкости определения марки стали.
Правим деталь на листоправильных вальцах типа УБР 32/3200, так как правка на семивалковых машинах дает большую точность правки. Технические характеристики и описание машины дано в описании операций для изготовления детали 4.
После правки необходимо выполнить скругление радиуса кромки. Выполняем его при помощи шлифовальной машинки марки "Хилти".
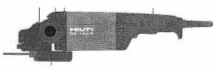
1 - кнопка фиксации шпинделя; 2 - резьбовая втулка крепления токовой рукоятки; 3 - опорное ребро; 4 - выключатель питания; 5 - боковая рукоятка
Рисунок 11 - Шлифовальная машина "Хилти"
Данная машина имеет электродвигатель, выключатель питания, кнопку фиксации шпинделя, боковую рукоятку, резьбовую втулку крепления боковой рукоятки, опорное ребро, шнур со штепсельным соединением: прямую и угловую. Вращение шлифовальной головки от электродвигателя передается через кулачковую муфту сцепления.
Таблица 16 - Технологические данные шлифовальной машинки марки "Хилти".
|
Параметры |
Хилти |
|
Номинальное напряжение, В Номинальный ток, А Номинальная мощность питания, Вт Номинальная выходная мощность, Вт Частота тока питания, Гц Скорость вращения без нагрузки, об/мин Резьба на шпинделе Макс. диаметр отрезного диска, мм Масса, без принадлежностей, кг |
230 9,2 2000 1250 50 8500 М14 180 4,2 |
Необходимо подготовить кромки детали к дальнейшей сборке, для этого фрезеруем продольные края детали на продольно-фрезерном станке 6310.
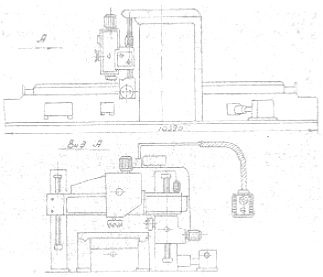
Рисунок 12 - Продольно-фрезерный станок 6310
Готовую деталь маркируем. Маркировку производим мелом в соответствии с чертежом КМД, указывая номер чертежа, номер заказа, номер детали, количество деталей, что обеспечивает быстроту нахождения детали и удобство сборки.
Замаркированную деталь проверяем на наличие отклонений от заданных размеров по чертежу при помощи рулетки. Мостовым краном перекладываем на тележку для отправки в цех сборосварки.
Описание операций изготовления детали 15б.
Обработка детали 15б аналогична обработки детали 15а, за исключением среза кромок детали переносной машиной "Микром - 2", характеристики которой даны в описании операций для изготовления детали 4. После правки детали на листоправильных вальцах 32/2500 для подготовки кромки деталь размечаем при помощи рулетки. Затем срезаем кромку секатором, после чего скругляем радиус кромки шлифовальной машинкой марки "Хилти", указанной ранее в описании операций для изготовления детали 15а.
Готовую деталь проверяем на наличие отклонений от размеров заданных в рабочем чертеже. Мостовым краном перекладываем на тележку для отправки в цех сборосварки.
2.3 Технологический процесс сборки
Устанавливаем метод сборки блока Б-17. Сборку блока производим по разметке.
2.3.1 Последовательность операций сборки
В цехе сборосварки производим сборку блока, который собираем по рабочему чертежу из отдельных деталей. Блок собираем путем последовательной установки и временного соединения. Последовательность операций при сборке отправочного элемента блока Б-17 указана в технологическом листе №1.
Таблица 17 - Технологический лист №1.
|
Марка |
Кол-во |
Масса в кг. |
№ п/п |
Последовательность операций |
Вид оборудования |
Сечение швов | ||
|
1 шт |
Общ. | |||||||
|
Б-17 |
1 |
12740 |
12740 |
1 |
Сборка двутавровых поперечных рёбер жесткости и таврового соединения вертикальной стенки блока с верхним поясом |
Стеллаж, инструмент, мостовой кран, сварочный агрегат для автоматической сварки Сав - 460, полуавтомат марки ПДГ - 510 | ||
|
2 |
Сборка ортотропных плит нижнего пояса блока |
Стеллаж, инструмент, сварочный автомат АДФ - 10030 | ||||||
|
3 |
Сборка вертикальной стенки блока с продольными ребрами |
Стеллаж, инструмент, мостовой кран, полуавтомат марки ПДГ - 510 | ||||||
|
4 |
Укрупнительная сборка блока |
Полуавтомат ПДГ - 510, автомат АДФ - 10030 | ||||||
|
5 |
Оформление блока. (Сверление отверстий в верхних поясах и боковой стенке) |
Автоматический сверлильный станок на магнитной платформе модель WA - 3500 | ||||||
|
6 |
Сдача ОТК |
УЗК | ||||||
|
7 |
Защита отправочного элемента от коррозии |
Окрасочный агрегат GRACO - Merkur | ||||||
|
8 |
Маркировка |
Краска, кисти, шаблон | ||||||
|
9 |
Транспортировка |
Мостовой кран, вагонетка | ||||||