Изготовление пролетного строения кольцевой автомобильной дороги вокруг г. Санкт-Петербурга
Таблица 14 - Технические характеристики кромкострогального станка типа "Вагнер" 60/14
|
Параметры |
60/14 |
|
Размеры листа, мм: Длинна Максимальная толщина пакета, мм Сечение строжки, м/мин
|
12500 200 15,5 80 |
Верхняя горизонтальная поверхность станины станка типа "Вагнер" НВ-60/14 является столом, в котором имеются продольный Т-образный паз и два поперечных треугольных паза для размещения тяг механизма загрузки. Упоры устанавливают на поверхности стола в точно обработанных отверстиях. Обрабатываемые детали закрепляют с помощью портала, который состоит из двух стоек, соединенных фермой. Для поворота фермы относительно стойки и предохранения от прогиба в случае больших усилий ее соединяют со стойками через опорный цилиндрический подпятник и набор тарельчатых пружин. В отверстиях нижнего листа фермы смонтированы гидравлические прижимы и ручные винтовые прижимы.
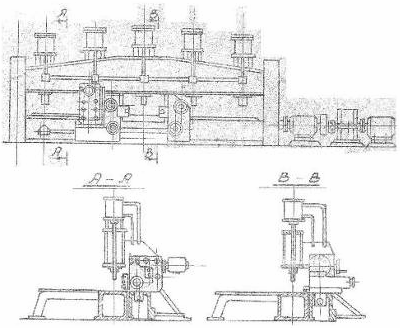
Рисунок 9 - Кромкострогальный станок "Вагнер" 60/14
Механизмы главного движения резания и подачи смонтированы на каретке. На площадке размещается рабочий. Каретка перемещается по станине на пяти парах роликов; две пары роликов являются поджимными, и с их помощью можно устранить зазоры и создать предварительный натяг в направляющих. Для предотвращения попадания стружки под движущиеся по направляющим станины ролики перед ними установлены поджимные скребки. На каретке смонтированы коробки подач суппортов, которые скреплены балкой. Для облегчения перемеения кареток суппортов предусмотрена система противовесов, расположенных внутри стоек. Суппорты крепят к кареткам суппортов с помощью болтов, входящих в круговые Т-образные пазы. Суппорт состоит из поворотной плиты и резцедержавки, в которой закреплен резец. Резец отводится от обрабатываемой поверхности электромагнитом, поворачивающим резцедержавку вокруг оси. Пружина возвращает резцедержавку в исходное положение. К правому торцу каретки крепится коробка скоростей, работающая от электродвигателя. Гидростанция станка содержит насос с электродвигателем и панель управления. Электроэнергия подается к каретке с помощью устройства. Для подачи и установки листа в зоне обработки станок оборудован упором и механизмом загрузки и выгрузки листа. Упор устанавливают на требуемый размер вручную с помощью гайки, которая после подвода ее в требуемое положение фиксируется разжимным хомутом. Механизм загрузки и выгрузки листов устанавливают на поперечных кронштейнах и крепят к задней поверхности станины станка. Он состоит из следующих основных элементов: двух корпусов со смонтированными на них направляющими, подвижных кареток, перемещающихся по направляющим, системы планок с толкателями и тяг с захватами, обеспечивающих загрузку листа в зону обработки и выгрузку обработанного листа на поперечные кронштейны.
После того как торцы металлопроката подготовлены под стык, производим стыковку листа для того чтобы получить длину стенки (дет.4) 11563мм. Согласно СТП 012-2000* "Заводское изготовление стальных конструкций мостов" зазоры в стыках для проката толщиной 12мм из стали 15ХСНД по ГОСТ 6713-91 должны быть в пределах 0 - 3 мм. Сварной шов должен быть прочным и должен выдерживать нагрузки идущие на блок. Сварку будем производить на флюсовых подушках изготовленных заводом изготовителем самостоятельно, изображенных на чертеже лист 3. Листы укладываем на стенд, который оснащен магнитом, позволяющим неподвижное закрепление листа. Перед тем, как начать работу, выравниваем торцы и привариваем выводные планки для избежания возникновения кратеров и непроваров. Проверяем прямолинейность примагниченных листов при помощи шнура. Затем производим сварку, описание которой дается в разделе 2.4.3
Выводные планки убираем при помощи кислородной резки газорезотельной машиной "Микрон - 2", описанном ранее. После чего на местах, где находились выводные планки, и сам шов зачищаем переносным станком - фрезерным трактором для того, чтобы снять усиление швов. Трактор на колесах передвигается по листу и фрезерует сварной шов. С помощью маховика можно установить необходимое направление движения трактора. Приводом является электродвигатель мощностью 0,6кВт с частотой вращения вала 1410 мин-1 (об/мин). Передача движения от электродвигателя осуществляется посредством клиноременной передачи, редуктора, цепной передачи на ось колес, скорость перемещения трактора равна 285 мм/мин.
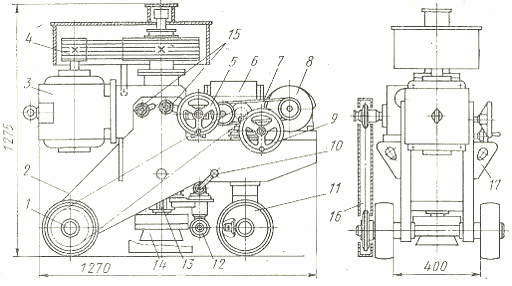
1,11 - колеса; 2 - корпус; 3,8 - электродвигатели; 4,7 - клиноременные передачи; 5,9 - маховики; 6 - редуктор; 10 - рукоятка; 12 - ролик; 13 - шпиндель; 14 - фреза; 15 - винты; 16 - цепная передача; 17 - проушины.
Рисунок 10 - Фрезерный трактор
Главное движение (вращение шпинделя) осуществляется от электродвигателя мощностью 4,5 кВт с частотой вращения вала 950 мин-1 (об/мин) через клиноременную передачу. Шпиндель выдвигается и поднимается маховиком. Ширину фрезеруемой поверхности можно регулировать путем установки шпинделя под углом к обрабатываемой поверхности. Фрезерование осуществляется торцовой фрезой. Ролик копировального устройства не позволяет фрезе врезаться в листы. Ролик закрепляют в необходимом положении с помощью рукоятки. Трактор устанавливают на обрабатываемый лист краном.
Поперечную и продольную резку производим кислородной машиной "Комета", т.к это сокращает время производства. Машина "Комета", изображенная на чертеже лист 3, имеет числовое программное управление. Включает в себя следующие системы: систему питания, предназначенную для преобразования напряжения сети в напряжение необходимое для нормального функционирования электрооборудования, расположенного на машине; систему движения, состоящую из устройств обеспечивающих движение по координатам; систему технической разметки металла, состоящей из устройств для нанесения порошка на лист металла; систему стабилизации положения резака над листом для поддержания постоянного реза, зазора между резаком и разделываемым листом в процессе резки; систему числового программного управления, служащую для управления системой движения, системой технологической разметки и его питания.
Таблица 15 - Технологические данные газорезательной машины "Комета"
|
Параметры |
"Комета" |
|
Размеры обрабатываемой детали, мм: длинна ширина Диапазон разрезаемых толщин, мм: при резке 4 резаками при резке 2 резаками Скорость перемещения резаков, м/с (мм/мин) наименьшая наибольшая Количество резаков, шт Скорость подъема и опускания резака, мм/мин Минимальный диаметр отверстий, мм Число рабочих позиций разрезаемого листа, шт |
11000 3600 3-100 3-160 0,83103 (50) 0,2 (1200) 4 1500 50 2 |