Разработка технологического процесса изготовления цанги Tanline
Разработаем базирующие и установочные регулируемые и нерегулируемые элементы на пластине для размещения и базирования заготовок и деталей. Учитывая серийность производства и возможность быстрой переналадки на изготовление других деталей, будем использовать в качестве установочного нерегулируемого элемента базовую плиту, по Т-образным пазам которой будут перемещаться базирующие призмы. Привод,
перемещающий призмы – механический – винт-гайка. Такое приспособление обеспечивает размещение обработанных деталей и их заготовок, а также возможность предварительной регулировки и переналадки.
8.4 Выбор промышленного робота для использования в РТК токарной операции
Мы принимаем, что автоматизация операции загрузки и смены обрабатываемых деталей обеспечивается применением промышленного робота в составе РТК. На основе анализа технологического процесса, конструктивных параметров деталей, разработанных схем наладок выберем промышленный робот. В нашем случае будет удобным использовать промышленный робот СМ160Ф2.05.01 [10]. Данный робот обладает всеми нужными для автоматизации операций параметрами и функциями. Выбранный нами робот обладает пятью степенями свободы, что позволяет осуществлять захват заготовки в любом месте максимально приближенным к центру тяжести заготовки, т.е. является широко применимым, что позволяет использовать его в среднесерийном производстве с нередкой сменой ассортимента выпускаемых деталей. Данный робот имеет возможность обслуживать несколько станков, что приемлемо для серийного производства, где штучное время немалое, и оно будет обеспечивать возможность многостаночного обслуживания роботом. Грузоподъемность робота позволяет перемещать детали до 160 кг. Наличие двух рук робота дает возможность сократить время обслуживания практически в два раза. Также робот обладает достаточно высокой точностью позиционирования, большим диапазоном и высокой скоростью перемещений, как угловых, так и линейных. Технические характеристики робота занесем в таблицу 8.3
Таблица 8.3
Технические характеристики робота СМ160Ф2.05.01
|
Техническая характеристика |
Численное значение |
|
Грузоподъемность суммарная/ на одну руку, кг |
320/160 |
|
Число рук/ захватов на руку |
2/1 |
|
Число степеней подвижности |
5 |
|
Тип привода |
Гидравлический |
|
Система управления |
Позиционная |
|
Число программируемых координат |
3 |
|
Способ программирования перемещений |
Обучение |
|
Погрешность позиционирования, мм |
±0,5 |
|
Наибольший вылет руки, мм |
1800 |
|
Линейные перемещения/ скорость перемещений мм, мм/с: Горизонтальные Вертикальные |
8900/0,8 970/0,3 |
|
Угловые перемещения/ скорость перемещений, …º, º/с |
60/15 |
|
Масса, кг |
6500 |
8.5 Расчет захватного устройства и разработка конструкции его размещения на руке промышленного робота
Необходимо произвести расчет захватного устройства. Вследствие того, что заготовки до и после обработки на станке имеют разные массы и конфигурации, расчет необходимо производить для каждого этапа обработки, что является трудоемким и длительным процессом. Поэтому в данном случае мы произведем расчет для заготовок, которые еще не прошли токарную обработку (которые загружают с транспортера накопителя), но все неточности и погрешности мы учтем при введении коэффициента, учитывающего увеличение нагрузки Кд.
Расчет захватного устройства произведем в четыре этапа, используя данные [10], [12].
1. Произведем расчет и реакций в губках.
Определим точку центра тяжести для каждой заготовки по формуле:
 , (8.1)
, (8.1)
гдесi – точка центра тяжести простой фигуры,
mi – масса простой фигуры,
n – количество простых фигур, на которые разбита заготовка.
Данные занесем в таблицу 8.4.
Определим точки приложения сил и реакции в губках для каждой детали (Рис.8.1):
точки приложения сил и реакции в губках
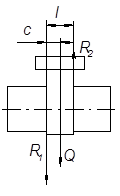
Рис.8.1
Рассчитаем нагрузки и реакции в губках по формулам:
 , (8.2)
, (8.2)
гдеl – ширина губок,
с – расстояние от центра тяжести заготовки до ближайшей реакции,
Q – вес заготовки (mg).
Данные занесем в таблицу 8.4.
2. Рассчитаем силы воздействия губок на деталь.
Составим схему сил, действующих на деталь (Рис.8.2)
Схема действующих на деталь сил
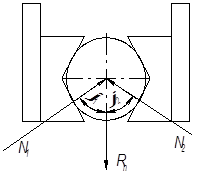
Рис.8.2
Рассчитаем силы воздействия губок на деталь по формуле:
![]() , (8.3)
, (8.3)
гдеφi – угол между проекцией на плоскость и силой Ni,
kтр=0,14 – коэффициент трения между губками и заготовкой.
Данные занесем в таблицу 8.4.
3. Рассчитаем усилия привода.
Определим моменты и силы привода захватного устройства (Рис.8.3).
Схема захватного устройства
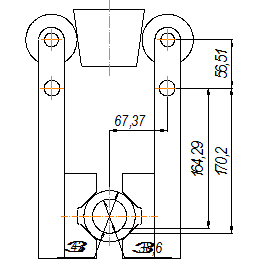
Рис.8.3
![]() , (8.4)
, (8.4)
гдеη=0,95 – КПД,
β=8º – угол клина,
ρ=1º10' – приведенный угол трения на подшипниках качения,
k – количество губок захватного устройства,
Мk – момент сил на губке,
![]() , (8.5)
, (8.5)
гдеai, ci, – конструктивные параметры захватного устройства.
Для исключения потери жесткости крепления детали в захватном устройстве от влияния динамических нагрузок усилие на приводе увеличим, умножая на коэффициент Кд=4. Данные занесем в таблицу 8.4.
4. Определим конструктивные параметры привода и захватного устройства в целом. В зависимости от сил зажима детали губками и силы привода, полученных в результате расчетов, назначаем конструктивные параметры захватного устройства с приводом. Определим диаметр поршня и диаметр штока. Данные занесем в таблицу 8.4.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды