Разработка технологического процесса изготовления цанги Tanline
Кuυ – коэффициент на инструментальный материал;
Кlυ – коэффициент, учитывающий глубину сверления.
 (10.9)
(10.9)
Из формулы (2.6) выведем формулу для расчёта стойкости:
 (10.1
(10.1
0)
Имеем:
Прологарифмировав, получим:
0,2 lg T = lg 22,67 – lg υ – 0,5 lg S
Минимальная стойкость сверла должна быть равна 120 мин.
0,2 lg 120 ≤ lg 22,67 – lg υ – 0,5 lg S
Подставив вместо lg S x1 и вместо lg υ – x2, имеем:
0,4158 ≤ 1,3555 – х2 – 0,5х1
Окончательно выводим ограничение по стойкости:
х2 + 0,5 х1 ≤ 0,9397
Четвертое ограничение
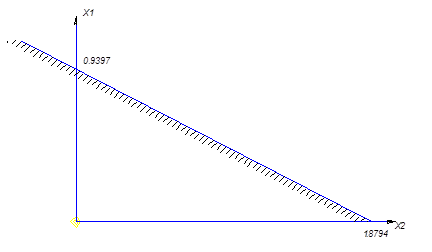
Рис.10.5
По рис. 10.5 можно определить допустимые скорость резания и подачу по четвёртому ограничению (заштрихованная область).
Этих ограничений достаточно, чтобы определить оптимальные значения режимов резания.
10.3 Определение целевой функции
Цель работы – повышение производительности путём назначения оптимальных режимов, следовательно, целевой функцией будет производительность.
Производительность определим по формуле [3]:
 (10.11)
(10.11)
где tмаш – основное машинное время, определяемое по формуле:
 (10.12)
(10.12)
где Lp.x. – длина рабочего хода; Lp.x. = 150 мм.
![]() - минутная подача.
- минутная подача.
В итоге имеем формулу для расчёта производительности:
 (10.13)
(10.13)
Прологарифмировав, получим:
lg W = lg 0,21 + lg S + lg υ
Заменяя lg W = Z – целевая функция, lg S = x1 и lg υ = x2, будем иметь тождество:
Z = x1 + x2 – 0,6778
Целевая функция найдена. Надо стремиться к тому, чтобы Z → ∞.
Оптимальные значения найдём методом графической оптимизации, а потом проверим полученные значения симплекс-методом.
10.4 Оптимизация режимов резания графическим методом
На рис. 10.6 построим ограничение и увидим область оптимальных значений скорости и подачи в логарифмических координатах.
Из графика (рис. 10.6) видно, что оптимальными точками из всей области значений являются точки А и Б. Теперь надо узнать, какая из них будет наиболее оптимальной, т.е. производительность в ней больше. Очевидно, что это точка Б. Найдём её координаты, составив систему уравнений, и, тем самым, узнаем оптимальные значения скорости резания и подачи в логарифмических координатах.
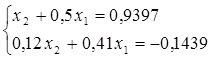 (10.14)
(10.14)
Чтобы найти координаты т.Б надо решить систему (10.14) из двух уравнений, т.к. т.Б является пересечением графиков этих уравнений. Решим систему методом подстановки.
х2 = 0,9397 – 0,5х1
0,12 (0,9397 – 0,5х1 ) + 0,41х1 = - 0,1439
0,35х1 = -0,2567
х1 = -0,7334
х2 = 0,9397 – 0,5·(-0,7334) = 1,3064
Следовательно,
lg S = -0,7334, lg υ = 1,3064
S = 10 -0,7334 = 0,18 мм / об
υ = 10 1,3064 = 20,25 мм / об
Графический метод оптимизации
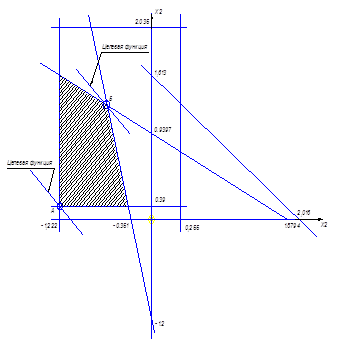
Рис.10.6
Имеем оптимальные значения:
S = 0,18 мм/об.; υ = 20,25 м/мин.
Минутная подача тем самым будет равна:

Основное время обработки:
Следовательно, время обработки снизилось в 1,2 раза (на 0,31мин.), а производительность в то же время во столько же раз увеличилась.
10.5 Оптимизация режимов резания с помощью симплекс-таблиц
Выбираем три ограничения, наиболее близких к точке Б (рис.10.6) и сведём их в систему неравенств:
 (10.15)
(10.15)
 (10.16)
(10.16)
Целевая функция:
Zmax = х1 + х2 – 0,6778
Теперь преобразуем систему неравенств (10.16) в систему уравнений, добавляя при этом единичную матрицу.
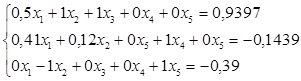 (10.17)
(10.17)
Целевая функция будет иметь вид:
Zmax = 1х1 + 1х2 + 0х3 + 0х4 + 0х5 – 0,6778
Определим чему равны х3, х4, х5 из системы уравнений (10.17) и найдём Zmin.
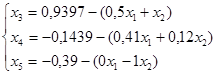 (10.18)
(10.18)
Zmin = 0,6778 – х1 – х2 = 0,6778 – (х1+х2)
Полученные значения записываем в симплекс-таблицу (10.19)
|
СП БП | СЧ | Х1 | Х2 | (10.19) |
| Х3 | 0,9397 | 0,5 | 1 | |
| Х4 | - 0,1439 | 0,41 | 0,12 | |
| Х5 | - 0,39 | 0 | -1 | |
| Zmin | 0,6778 | 1 | 1 |
![]() p
p
Теперь надо добиться того, чтобы в последней строке таблицы (10.19) не было положительных значений, не считая столбец свободных членов, вводя новые симплекс-таблицы и решая их симплекс-методом. В таблицах: p и q соответственно направляющая строка и столбец, на их пересечении – направляющий элемент.
|
СП БП | СЧ | Х1 | Х3 | (10.20) |
| Х2 | 0,9397 | 0,5 | 1 | |
| Х4 | -0,257 | 0,35 | - 0,12 | |
| Х5 | 0,55 | 0,5 | 1 | |
| Zmin | - 0,2619 | 0,5 | - 1 |
Другие рефераты на тему «Производство и технологии»:
- Разработка пуансонного сменного механизма универсальной кухонной машины для нарезания сырых овощей
- Ограждения и защитные устройства металлорежущих станков
- Расчет и конструирование привода к аппарату с мешалкой
- Карта Шухарат и Парето для исследования причин брака
- Автоматизация проектирования и составления технологической карты термообработки заготовок
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды