Разработка технологического процесса изготовления цанги Tanline
6. Проектирование оправки на шпоночно-фрезерную операцию
Оправки разделяются на жесткие и разжимные. Важнейшей характеристикой при выборе того или другого типа оправок является точность обработки. Ее показателем обычно служит отклонение от соосности, возникающее при обработке наружной поверхности относительно базовой. При выборе оправки также играет роль жесткость заготовки, потому что пр
и закреплении на оправке она деформируется. Это приводит к различным отклонениям формы обработанных поверхностей.
Цилиндрические оправки (рис.6.1) для установки деталей с гарантированным зазором обеспечивают стабильное положение детали вдоль оси. Поэтому такие оправки можно применять при работе на настроенных станках, для обработки длинных деталей, когда предъявляются повышенные требования к продольным размерам. С помощью данных оправок не достигается точность центрирования, однако они имеют преимущества при многоместной обработке.
Цилиндрическая оправка с гарантированным зазором
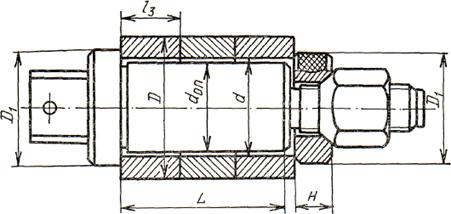
Рис. 6.1.
Исходные данные:
Мкр — передаваемый крутящий момент или крутящий момент от сил резания, Н · мм;
l3 — базовая длина заготовки, мм;
D — диаметр обработанной заготовки, мм;
d — диаметр базового отверстия заготовки, мм;
Т d — поле допуска базового отверстия, мм;
е — допускаемое отклонение от соосности обработанной и базовой поверхностей заготовки, мм.
1) Гарантированный зазор для установки оправки на деталь:
![]() (6.1)
(6.1)
где еоп – отклонение от соосности базовой поверхности оправки (рекомендуется в пределах 3-й степени точности);
Тd.оп – допуск на диаметр базовой поверхности оправки (рекомендуется h6);
dиз – допустимый износ базовой поверхности оправки (рекомендуется 0,01…0,02 мм);
Приближенно DГАР³0,02 мм.
2) Номинальный диаметр базовой поверхности оправки:
![]() (6.2)
(6.2)
![]()
3) Длина базовой поверхности оправки:
![]() (6.3)
(6.3)
где n – число одновременно обрабатываемых деталей.
![]() .
.
4) Наружные диаметры опорного буртика и нажимной шайбы:
![]() (6.4)
(6.4)
![]() .
.
5) Ширина нажимной шайбы:
![]() (6.5)
(6.5)
![]() .
.
6) Гарантированный крутящий момент, передаваемый оправкой:
![]() (6.6)
(6.6)
где k – коэффициент запаса, принимается приближенный k»2,5.
![]() .
.
7) Требуемое усилие зажима детали:
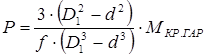 (6.7)
(6.7)
где f – коэффициент трения, принимается равным 0,16…0,2.
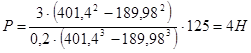
Следовательно, необходимое усилие Р нужно приложить на каждый прижимной винт оправки.
7. Расчет и проектирование контрольного приспособления
Для контроля радиального биения наружного диаметра применяем биениемер.
Т. к. биение необходимо измерить относительно базового отверстия, то для закрепления цанги в контрольном приспособлении применяем мембранную оправку.
Произведем расчет усилия для сжатия кулачков.
7.1 Расчет осевого усилия для разжима кулачков
7.1.1 Для сжатия кулачков патрона в размер ![]() , действующее на мембрану осевое усилие должно составить:
, действующее на мембрану осевое усилие должно составить:
|
|
(7.1) |

где К(Р) =1,1 – коэффициент ужесточения мембраны ее кулачками;
S, a, c, b – соответственно толщина, рабочий радиус, радиус центрального окна, радиус расположения кулачков мембраны;
а = 54; S = 3; b = 0,4 a = 32; c = 0.18a = 10
L = 24 – плечо кулачка;
dк = 54 - диаметр наружной поверхности кулачков;
dк min = 51,5 – диаметр кулачков, позволяющий установить наименьшую заготовку в партии.
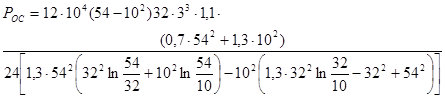 =8870 Н
=8870 Н
7.1.2 С учетом коэффициента полезного действия η = 0,7…0,8 усилие на штоке составляет:
|
|
(7.2) |
7.1.3 Вычислим наибольшее напряжение σmax
|
|
(7.3) |
где К(σ) = 0,7
7.2 Усилие закрепления заготовки одним кулачком оправки
|
|
(7.4) |
где dз = диаметр базы заготовки, мм;
функция

 Н
Н
7.3 Описание конструкции и принцип работы приспособления
Приспособление предназначено для измерения радиального биения на наружном диаметре шейки шпинделя относительно базового отверстия.
Приспособление содержит основание 11, мембранную оправку, плавающий центр и измерительную головку ИПП874.
Мембранная оправка содержит корпус 4, к которому винтами 15 крепится мембрана с кулачками 5. Через центральное резьбовое отверстие корпуса проходит шток 6, на шток с наружной стороны мембраны устанавливается шайба 20 и гайка 21, а также ручка 12, которая фиксируется на штоке с помощью штифта 19. Мембранная оправка устанавливается в переднюю бабку 2 с запрессованным подшипником 3 с минимальным зазором. И спереди и сзади для установки оправки к корпусу винтами 14 привинчиваются шайбы 9.
По направляющим основания перемещаются передняя бабка с мембранной оправкой, задняя бабка 7 с установленным в ней плавающим центром 8, и измерительная головка 1, смонтированная на колонке 10.
Приспособление работает следующим образом.
Цанга устанавливают точно на кулачки 5 мембранной оправки и поджимают плавающим центром 8. Оправка с цангой должна свободно от руки поворачиваться, при этом необходимо следить за тем, чтобы не было качки. Сжатие оправки производится ручкой при помощи ручки 12, которая при проворачивании выкручивает шток 6, а шток, в свою очередь, прогибает мембрану и кулачки сходятся. Наконечник с шариком подводится к поверхности шейки шпинделя и занимает определенное радиальное положение, которое фиксируется чувствительной головкой.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды