Разработка технологического процесса изготовления цанги Tanline
Проверяем наличие каждого из признаков ИТР в каждом аналоге. Наличие признака отмечаем знаком «+», отсутствие – «–». Дополнительные признаки аналогов также заносим в таблицу, а отсутствие их у ИТР отмечаем знаком «–».
Сопоставляем совокупности признаков группы а) «элементы» ТР, защищенных действующими патентами, и ИТР (табл.9.4). Видим, что заявка СССР №1632646 содержит признаки, использо
ванные в ИТР. Следовательно, ИТР подпадает под действие этой заявки.
Аналогичным образом анализируем признаки группы б) «форма элементов» и в) «взаимное расположение». Видим, что заявка СССР №1632646 содержит признаки, использованные в ИТР. Следовательно, ИТР подпадает под действие этой заявки. Таким образом, объект «сверло спиральное» не обладает патентной чистотой в отношении России.
Усовершенствованное спиральное сверло не обладает патентной чистотой по России, т.к. является запатентованной с 1991 г. Следовательно, чтобы выпускать и эксплуатировать сверло в России надо приобрести лицензию на производство у авторов патента.
10. Научные исследования
Базовая токарная операция 30 техпроцесса обработки детали «цанга Tanline» имеет неоптимальные режимы резания, так как не учитываются некоторые особенности сверления данной детали.
Цель научного исследования – оптимизация режимов резания сверлильного перехода токарной операции путём применения методов математического моделирования.
10.1 Описание перехода
Операция сверления техпроцесса обработки цанги Tanline включает в себя сверление отверстия ø 20 (рис. 10.1).
Операционный эскиз.
|
|
|
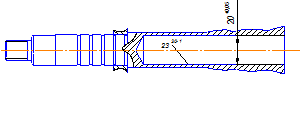
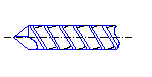
Рис. 10.1
Переход выполняется в один проход горизонтальной подачей сверла ø20.
Заготовка детали – штамповка из стали 19ХГН.
Режущий инструмент – сверло спиральное усовершенствованное (п.9.2.4) ø 20 Р6М5.
Минимальная стойкость сверла – 120 мин.
Оборудование – токарный станок с ЧПУ 16К20Ф3 с характеристиками:
· частота вращения шпинделя: 34…1500 об/мин.
· подача шпинделя: 0,06…1,8 мм/об.
· мощность электродвигателя: 10 кВт.
· масса: 4 т.
Режимы резания:
· скорость вращения сверла: 12,2 м/мин.
· подача шпинделя минутная: 40,3 мм/мин.
Основное время обработки: τо= 1,25 мин.
Глубина резания: 60 мм.
Сверлильный переход обеспечивает требования точности и шероховатости поверхностей, но в то же время производительность операции достаточно мала.
10.2 Ограничение режимов резания по различным параметрам.
10.2.1 Ограничение по кинематике оборудования.
Частоты вращения шпинделя станка n = 34…1500 об/мин.
Подача шпинделя S = 0,06…1,8 мм/об.
Скорость вращения сверла рассчитывается по формуле:
 , (10.1)
, (10.1)
![]()

Smin = 0,06 мм/об.; Smax = 1,8 мм/об.
Для удобства составления графиков S = f (V) примем логарифмическую систему координат.
Прологарифмировав полученные значения, имеем:
lg υmin = lg 2,455 = 0,39
lg υmax = lg 108,38= 2,035
lg Smin = lg 0,06 = -1,222
lg Smax = lg 1,8 = 0,255
Приняв, что lg S = x1, lg υ = x2, получаем систему уравнений:
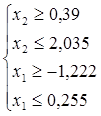
На рис. 10.2 закрашенный прямоугольник позволяет получить допустимые скорость резания и подачу в логарифмических координатах по первому ограничению.
Первое ограничение
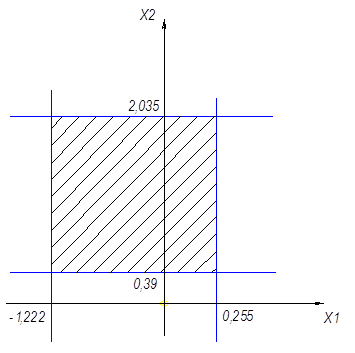
Рис. 10.2
10.2.2 Ограничение по мощности привода главного движения станка.
Мощность станка (практическая) определяется по формуле:
 , (10.2)
, (10.2)
где Nэф – мощность резания, определяемая так [6]:
![]() , (10.3)
, (10.3)
где Mкр – крутящий момент при сверлении;
η – КПД станка, η = 0,895.
Крутящий момент рассчитывается по формуле [6]:
![]() , (10.4)
, (10.4)
где См – коэффициент, при сверлении стали 19ХГН быстрорежущей сталью равен 0,0345;
D – диаметр сверления, D = 20 мм.;
S – подача;
Км.р. – коэффициент, учитывающий материал заготовки, в данном случае равный ![]() ;
;
y, q – коэффициенты, соответственно равные 0,8 и 2,0.
Проделаем различные преобразования:
 (10.5)
(10.5)

В п.10.1 сказано, что мощность станка равна 10 кВт., следовательно, имеем:
13 ≥ 0,317ּ S0,8ּ υ
S0,8ּ υ ≤ 41,01,
Прологарифмировав, имеем:
0,8 lg S + lg υ ≤ 1,613.
Так как lg S = x1, lg υ = x2, то получаем:
0,8 х1 + х2 ≤ 1,613
х2 ≤ 1,613 – 0,8 х1
Второе ограничение
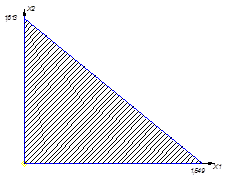
Рис. 10.3
По рис. 10.3 можно определить допустимые скорости резания и подачу в логарифмических координатах по второму ограничению (закрашенная область).
10.2.3 Ограничение по шероховатости обрабатываемой поверхности.
Шероховатость вычисляется по эмпирической формуле [10]:
![]() (10.6)
(10.6)
Для обеспечения заданного качества шероховатость после сверления должна быть равной 6,3 мкм.
Имеем:
![]()
Подставим заданные величины, имеем:
![]() ,
,
![]()
Прологарифмировав последнее неравенство, получим:
![]()
Подставив х1 и х2 вместо lg S и lg υ, имеем:
0,12 х1 + 0,41 х2 ≤ -0,1439
Третье ограничение
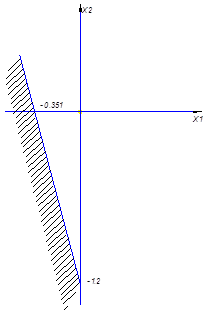
Рис.10.4
На рис. 10.4 в закрашенной области – допустимые параметры в логарифмическом виде по третьему ограничению.
10.2.4 Ограничение по стойкости инструмента.
Скорость сверления рассчитывается по формуле [6]:
 (10.7)
(10.7)
где Сυ, q, m, y – коэффициенты, находящиеся по табл. 28 [6, стр. 278];
Т – стойкость сверла.
![]() (10.8)
(10.8)
где Кmυ – коэффициент на обрабатываемый материал;
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды