Автоматизация сновальной машины
Содержание
Введение
I. Технологический раздел
1.1 Описание технологического процесса
1.2 Обоснование необходимости автоматизированного контроля и управления
1.3 Требования к автоматизированным системам контроля и управления
II. Раздел автоматизации
2.1 Идентификация объекта автоматизации
2.2 Обоснование выбора типа регулятора
2.3 Оптими
зация параметров настройки регулятора
2.4 Анализ устойчивости и качества системы управления
Заключение
Список использованной литературы
Приложение
Введение
Технологический процесс ткачества характеризуется как наиболее многомашинный участок текстильных предприятий, и для него в полной мере характерны особенности массового производства. Вид перерабатываемых волокон (хлопковое, шерстяное, шелковое, льняное) почти не влияет на набор технологического оборудования и на объем автоматизации технологического процесса.
Высокие темпы развития шинной, химической, нефтеперерабатывающей и нефтехимической промышленности неразрывно связаны с проведением больших работ по автоматизации.
Разнообразие технических средств автоматизации, выпускаемых отечественной приборостроительной промышленностью, глубокое знание процессов химической технологии, а также достаточно хорошо разработанная теория автоматического управления позволяют успешно внедрять автоматизацию.
Задачи, которые решаются при автоматизации современных шинных производств, весьма сложны и требуют от специалистов знания не только устройства различных приборов, но и общих принципов составления систем автоматического управления.
Автоматизация приводит к улучшению главных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции. Внедрение автоматических устройств обеспечивает высокое качество продукции, сокращение брака и отходов, уменьшение затрат сырья и энергии, уменьшение численности основных рабочих, снижение капитальных затрат на строительство зданий (производство организуется под открытым небом), удлинение межремонтных сроков эксплуатации оборудования (оборудование работает в оптимальных режимах, которые были учтены при его расчете и изготовлении).
Проведение некоторых современных технологических процессов возможно только при условии их полной автоматизации (например, процессы на атомных установках и в паровых котлах высокого давления, процессы дегидрирования и др.). При ручном управлении такими процессами малейшее замешательство человека и несвоевременное воздействие его на процесс могут привести к серьёзным последствиям.
Внедрение специальных автоматических устройств способствует безаварийной работе оборудования, исключает случаи травматизма, предупреждает загрязнение атмосферного воздуха и водоемов промышленными отходами.
В шинной промышленности вопросам автоматизации уделяется особое внимание. Это объясняется сложностью и большой скоростью протекания технологических процессов, высокой чувствительностью их к нарушению режима, вредностью условий работы, взрывов и пожара опасностью перерабатываемых веществ и т.д.
I. Технологический раздел
1.1 Описание технологического процесса
Снованию подвергают только основную пряжу, которая после перематывания на бобинах поступает в сновальный отдел. Снование – промежуточный этап в подготовке основы ткацкого станка. Снование – объединение нитей с большого числа мотальных паковок на одну сновальную паковку.
В процессе снования на сновальный валик или ткацкий навой навивается определённое число нитей расчётной длины.
Различают 3 способа снования:
1. Партионный:
Сущность способа заключается в след - нити основы частями навиваются на сновальные валики (m1+m2+….+mn) с определённым числом нитей, которые образуют партию (n валиков) с общим числом нитей равным числу нитей на ткацком навое (Сумма mi = Mо) Партией сновальных валиков на-зся определённое число валиков с общим числом нитей равным числу нитей на ткацком навое. Партионное снование применяется в том случае если по условиям технологии необходимо шлихтование пряжи (для х/б пряжи, льняной, шерстяной гребенной пряжи, искусств и синтетических нитей и пряжи).
2. Ленточный способ:
Сущность способа – нити с большого числа мотальных паковок навиваются отдельными лентами на специальный барабан. Общее число нитей в лентах (m1+m2+….+mn) равно числу нитей на ткацком навое. Затем все ленты одновременно перевиваются со сновального валика на ткацкий навой. Ленточный способ используется: для шерст аппаратной пряжи т.к. она имеет высокую линейную плотность и не шлихтуется (отходы при этом процессе минимальные, шерст пряжа качественнее др. видов сырья и дороже); при сновании искусств шёлка если на навое большое число нитей (10-12 тыс. и более); при сновании цветных нитей, т.е. основ с манером, в случае сложного переплетения. Манер основы – последовательность цветных нитей в основе.
3. Секционный способ:
Используется для подготовки основ технических тканей. Сущность способа – нити с большого числа мотальных паковок навиваются на отдельные секции (с небольшой заправочной шириной). Общее число нитей на витое на отдельные секции равно числу нитей на ткацком навое. Затем отдельные секции набираются на общий ствол и образуют ткацкий навой.
Сновальная машина СП-140 состоит из шпулярника (сновальной рамки) и самой сновальной машины. Шпулярник предназначен для размещения бобин. Состоит из двух секций (крыльев) расположенных по отношению к машине под определённым углом на расстоянии 1,5-2 м от машины. Размеры шпулярника зависят от его марки (ёмкости). Ёмкость шпулярника – максимальное число рабочих бобин, которое можно разместить на шпулярнике. На шпулярнике на специальных стойках размещаются бобины, натяжные приборы и рядки для распределения нитей.
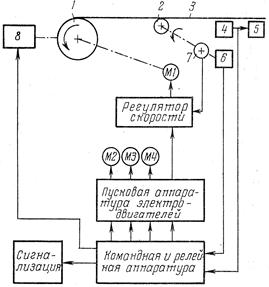
Рисунок 1 Структурная схема сновальной машины.
На рисунке 1 представлена структурная схема управления сновальной машиной. Привод сновального валика 1 осуществляется от электродвигателя М1, скорость которого можно изменять с помощью регулятора скорости. В качестве такого электродвигателя применен электродвигатель постоянного тока с тиристорным регулятором скорости или на магнитных усилителях. Кроме того, для поворота бобинодержателей шпулярника, установки и зажима сновального валика пинолями установлены три вспомогательных асинхронных двигателя М2, М3 и М4, которые имеют независимое управление.
Для стабилизации линейной скорости снования использована система мерильного валика 2, который вращается под действием нитей основы 3. Мерильный валик 2 кинематически связан с тахогенератором 7 и счетчиком метража 6. Выход тахогенератора 7 подключен к управляющему входу регулятора скорости. Таким образом, по мере наработки сновального валика увеличивается не только его диаметр, но и линейная скорость нитей, что определяет возрастание ЭДС на выходе тахогенератора 7. Благодаря обратной отрицательной связи по скорости, вводимой в регулятор скорости, частота вращения электродвигателя М1 уменьшается и линейна скорость снования остается постоянной. Для контроля обрыва нити на машине имеется устройство контроля натяжения нити 4 рычажного типа, подключенное к схеме сигнализации 5 места обрыва нити. При обрыве одной из нитей с устройства контроля натяжения сигнал подается в схему управления машиной, что вызываете останов. С целью быстрого торможения машины предусмотрены включение ленточного тормоза 8 и динамическое торможение электродвигателя постоянного тока путем отключения якорной цепи от источника питания и закорачивая ее на тормозное сопротивление. Таким образом, совместное действие механического и динамического торможения обеспечивает эффективный останов машины.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды