Проектирование автоматической системы управления температурным режимом печи пиролиза П-101 установки получения технического водорода
· относительная погрешность по каналу расход сырья, температура на выходе печи– 0,0004;
Данная разница связана с методом расчета передаточных функций объекта.
Методом Симою в прикладной программе "LinregTV" были получены следующие передаточные функции объекта:
1) Передаточная функция объекта по каналу % открытия топливного клапана –расход природного газа имеет вид:
· СКО=0,006;
· Диапазон частот: ωрек=[0 ; 1,3] (сек-1).
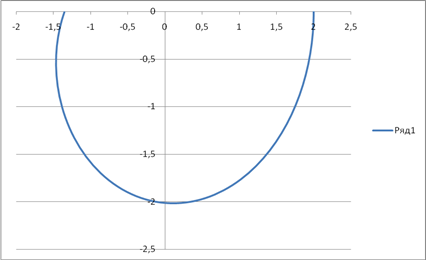
КЧХ объекта представлена ниже (см. также Приложение А):
Рис. 3.9. КЧХ объекта по каналу % открытия топливного клапана – расход метана.
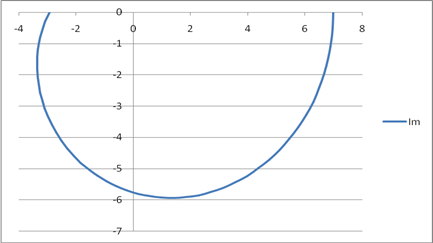
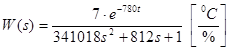
2) Передаточная функция объекта по каналу % открытия топливного клапана - температура продукта на выходе печи:
· СКО=0,012;
· Диапазон частот: ωрек=[0 ; 0,0019] (сек-1).
КЧХ объекта представлена ниже (см. также Приложение Б):
Рис. 3.10. КЧХ объекта по каналу % открытия топливного клапана - температура продукта на выходе печи.
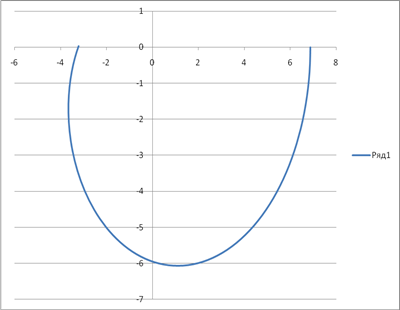
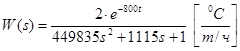
3) Передаточная функция объекта по каналу расход сырья - температура на выходе печи:
· СКО=0,01;
· Диапазон частот: ωрек=[0 ; 0,0017] (сек-1).
КЧХ объекта представлена ниже (см. также Приложение В):
Рис. 3.11. КЧХ объекта по каналу расход сырья – температура на выходе печи.
4. Алгоритмизация, расчеты и моделирование АСР
4.1 Характеристика технологического объекта и оценка действующих возмущений
В качестве технологического объекта управления в дипломном проекте рассматривается печь паро-углекислого пиролиза природного газа установки получения водорода на ЗАО "Сибур-Химпром" (см. раздел "Краткое описание технологического процесса и характеристика технологического объекта управления").
По способу передачи тепла выбранный объект относится радиантно - конвекционной печи.
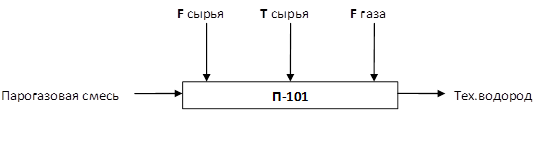
Причиной появления несовершенства в процессе регулирования являются возмущения, действующие на объект. Для оценки таких возмущений и установления их связи с обозначенными проблемами, воспользуемся рисунком 4.1.
Рис. 4.1. Блок-схема П-101 для оценки возмущений.
Задачей регулирования является поддержание заданного значения выходной температуры потока:
Регулирующим воздействием на объект является расход топливного газа.
В анализируемом проекте указанные выше параметры регулируются одноконтурными АСР.
Большую часть возмущений, действующих на объект, создают колебания давления в системе подачи топливного газа и компрессор на линии подачи сырья (возмущения по нагрузке).
Таким образом, ликвидация возмущающих воздействий, действующих на объект, будет полностью определяться качеством регулирования в печи. Улучшение качества регулирования в свою очередь окажет положительное влияние на тепловую работу печи. Тепловая работа П-101 в наибольшей мере характеризуется и определяется ее температурным и тепловым режимами.
Температурный режим характеризуется выходной температурой сырья, величиной, которая для перерабатываемого сырья определяется на основании технологического регламента установки, а для объекта - нормами технологического режима. Поддержание температурного режима согласно норме позволит получать продукт на выходе печи необходимого качества для дальнейшей переработки в последующих блоках с целью получения конечного продукта. Отметим, что вопросы, связанные с влиянием температурного режима печи на процентное содержание водорода в пирогазе, были освещены и исследованы в п. 2.6-2.9. раздела "Технико-экономическое обоснование автоматизации объекта". На основании выполненных анализов и исследований, по данному вопросу, принимаем:
· при управлении температурным режимом трубчатой печи в качестве критерия будем принимать выходную температуру сырья.
· в качестве управляющих воздействий - изменение расхода топливного газа при подаче в печь П-101.
4.2 Сравнительный анализ и выбор АСР, для поддержания заданной температуры продукта на выходе печи
Возможными вариантами регулирования температуры на выходе печи являются: непосредственное регулирование по выходу и с применением коррекции по нагрузке. Поскольку запаздывание в АСР является одним из факторов, ухудшающих качество процесса управления, и при регулировании учитывающем нагрузку на печь время запаздывания уменьшается по сравнению с регулированием по выходу, то разрабатываемая в дипломном проекте АСР для поддержания заданной температуры продукта на выходе из печи П-101, будет осуществлять регулирование по выходу с коррекцией по нагрузке, исходя из большей информативности, качества и минимизации запаздывания. Системы, поддерживающие требуемую температуру продукта на выходе из трубчатой печи, могут быть синтезированы в классе 1 контурных, 2- и 3 контурных каскадных АСР. Каскадные системы являются одним из наиболее распространенных классов многосвязных АСР. Необходимость их применения обусловлена тем, что промышленный объект (печь П-101) характеризуются большим запаздыванием и значительными. Вследствие ограниченных величин коэффициентов передачи регуляторов и невысокого быстродействия системы, применение одноконтурных АСР для управления такими объектами не всегда обеспечивает требуемое качество управления.
По сравнению с одноконтурными системами, каскадные АСР обеспечивают следующие преимущества:
· существенное (в 1,5-20 раз) улучшение качества управления при отработке возмущений и незначительное (в 1,5-2 раза) – при учете отработки управляющих воздействий;
· поддержание управляемого (основного) параметра на заданном значении с высокой степенью точности при большом запаздывании объекта управления;
· быструю компенсацию возмущений, воздействующих на стабилизирующий (внутренний) контур регулирования, вследствие чего эти возмущения не приводят к отклонению управляемого параметра от заданного значения;
· существенное улучшение качества управления при возмущениях, приложенных к элементам объекта управления, не охваченным стабилизирующим контуром регулирования, достигаемое за счет более высокой собственной частоты каскадных АСР;
· существенное уменьшение фазового сдвига во внутренней части объекта управления вследствие образования стабилизирующего контура регулирования, что повышает быстродействие корректирующего (внешнего) контура;
· компенсацию изменения коэффициента передачи внутренней части объекта управления путем изменения коэффициента передачи стабилизирующего контура регулирования;
 (3.2)
(3.2)
 (3.3)
(3.3)
![]() (4.1)
(4.1)
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела