Панель обшивки внутреннего закрылка
Содержание:
1. Конструктивно-технологический анализ композиционного изделия
1.1. Описание конструкции изделия и его взаимосвязи с другими деталями,
составляющими агрегат
1.2. Оценка технологичности конструкции
1.3. Разработка технологических условий на изделие из КМ
2. Выбор и обоснование технологической схемы производства изделия
2.1. Выбор метода придания формы и
зделия
2.2. Выбор метода формования
2.3. Составление номенклатуры оснастки для придания формы и процесса
формования
2.4. Выбор необходимого оборудования
2.5. Схема увязки оснастки
2.6. Расчет ожидаемой точности изготовления
3. Разработка технологического процесса изготовления изделия из ПКМ
3.1. Расчет (выбор) технологических режимов
3.2. Выбор вспомогательных материалов для реализации технологического процесса
3.3. Составление карт раскроя препрега
3.4. Разработка маршрутного и операционного технологического процессов. Заполнение маршрутных и операционных карт технологического процесса
4. Разработка технологической оснастки
4.1. Разработка эскизного проекта формозадающей оснастки (оправки)
4.2. Разработка технических условий на оснастку
4.3. Разработка сборочного чертежа общего вида оснастки со спецификацией
4.4. Разработка чертежа оной из деталей оснастки (деталировка)
4.5. Описание оснастки и способа ее изготовления
Список используемой литературы
Приложение
1. Конструктивно-технологический анализ композиционного изделия.
1.1. Описание конструкции изделия и его взаимосвязи с другими деталями, составляющими агрегат.
Крыло имеет внутренние и внешние закрылки. Внутренний закрылок расположен на центроплане между фюзеляжем и гондолой шасси, а внешний - на ОЧК между гондолой и элероном.
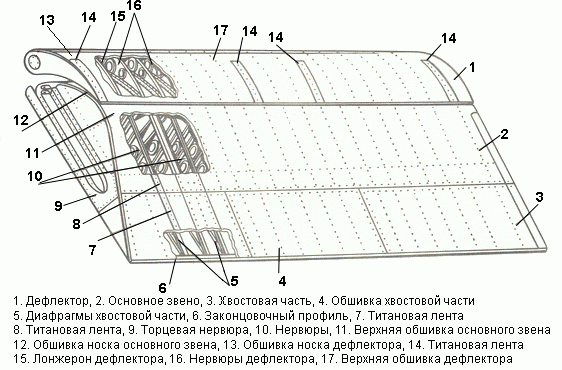
Рис.1.
Каждый закрылок приводится в движение двумя подъемниками, расположенными на его концах. Подъемники крепятся к кронштейнам, установленным на третьем лонжероне крыла. Каждый закрылок состоит из основного звена и дефлектора. Основное звено является главной силовой частью закрылка. Оно навешивается на крыло с помощью рельсов, перемещающихся между роликами кареток, неподвижно закрепленных на крыле. Дефлектор служит для образования двух щелей при выпущенном положении закрылка. Дефлектор перемещается по рельсам, закрепленным на основном звене. Ширина щели зависит от угла отклонения закрылка. В убранном положении дефлектор прижат к основному звену и закрыт снизу пружинной створкой с уплотнительным резиновым профилем. Отклонение закрылков на взлете и посадке увеличивает несущую способность крыла, в результате чего снижаются взлетно-посадочные скорости и соответствующие им дистанции. Основное звено закрылка состоит из:
верхней и нижней обшивок,
обшивки носка,
двух лонжеронов балочной конструкции,
набора нервюр и диафрагм,
кронштейнов крепления кареток и подъемников.
Нервюры по основным опорам закрылка являются силовыми. Рядовые нервюры состоят из прессованных поясов, соединенных подкрепленной стойками стенкой. Дефлектор состоит из обшивки, лонжеронов, нервюр, диафрагм и кронштейнов.
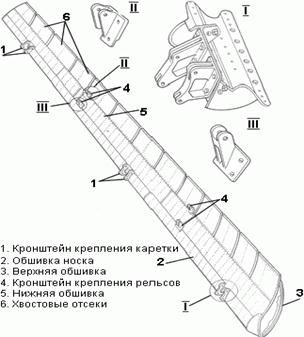
Рис.2.
Основные технические данные:
Закрылок должен соответствовать требованиям технических условий и комплекта конструкторской документации.
Условия эксплуатации:
Рабочая среда – воздух; температура поверхности от – 60о до + 80о С.
Выпуск закрылков влечет следующие последствия:
1. Уменьшается значение минимальной скорости горизонтального полета (скорости сваливания). Выпуск закрылков увеличивает диапазон рабочих значений коэффициента подъемной силы, или, что тоже самое, увеличивает критический угол атаки, т.е. "отодвигает" значение критического угла атаки к более высокому значению.
2. Увеличивается значение угла установки крыла для той части крыла, на которой установлены закрылки.
3. Увеличивается крутка крыла, т.к. на большинстве самолетов закрылки установлены на внутренней части и отсутствуют на внешней.
4. Увеличивается сопротивление.
5. Изменяется балансировочная скорость. Это нежелательный побочный эффект, зависящий от многих факторов и по-разному проявляющийся на разных самолетах.
6. Уменьшается максимальная допустимая скорость горизонтального полета. Так как существует ограничение скорости по прочности закрылков.
Угол отклонения внутренних закрылков - 35 градусов.

Рис.3.
1.2. Оценка технологичности конструкции.
Технологичность- свойство конструкции, заложенное в ней при проектировании и позволяющей получить наиболее рациональными способами изделие с высокими эксплутационными качествами при наименьших затратах труда, средств и материалов.
Все технологические требования, которые должны быть учтены в процессе конструирования машины, способствующие повышению её технологичности, могут быть разделены на две группы.
Первая группа требований способствует повышению производственной технологичности, связанной с улучшением производственных показателей, таких, как себестоимость, трудоёмкость, материалоёмкость и др.
Вторая группа требований способствует повышению эксплутационной технологичности, связанной с повышением надёжности, стабильности работы и ремонтопригодности машины.
Конструктивно-технические требования для деталей и подсборок из ПКМ.
Детали из ПКМ на связующем УП-2227 должны изготавливаться по ТИ – 0209 – 95. Связующее УП-2227 должно поставляться по ТУ – 6-05-241-416-90. Отсек сотовый, обшивки из ПКМ, должны изготавливаться по ТИ – 0132 – 94 на клеях ВК – 51, ВК – 51А, ВКВ – 3, ВК – 36. Сотовый заполнитель, растянутый и обработанный по толщине, поступающий на сборку, должен соответствовать требованиям чертежа и ТУ1 – 596-103-82.
Допуски на высоту сотового заполнителя ± 0,1 мм. Количество стыков сотового заполнителя – согласно схеме раскроя. В случае отсутствия схемы количество стыков определять исходя из максимальных размеров сотоблоков в поставке по ТУ – 596-103-82.
На образцах-свидетелях, изготовленных из технологического припуска деталей и подсборок из ПКМ, должны быть проведены испытания на отрыв клеевого соединения обшивки с сотами по ОСТ, для монолитных деталей на сжатие и на растяжение по ГОСТ.
Массу деталей и подсборок из ПКМ в процессе их изготовления определять с припуском (обшивки, лонжероны), обрезаемым после склейки. Контроль массы производить с технологическим припуском, превышение массы детали по сравнению с теоретической массой должно быть не более 7%. Погрешность измерения массы – 0,3%.
На первых 3х комплектах агрегатов провести проверочный контроль толщин деталей из ПКМ, на основании которого провести корректировку длин крепежа, чертежных размеров и массы детали. Проверочный контроль толщин не указанных деталей на последующих комплектах производить на каждом 10м комплекте. Измерение толщин производить для деталей площадью до 1 м2 шагом 100x100 мм; более 1 м2 шагом 150x150 мм.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды