Удаление загрязнений с оптических и механических деталей. Сборка зеркал и призм в оправах
1. Промывка механических и чистка оптических деталей
Промывка механических деталей
Все механические детали в процессе изготовления на станках загрязняются охлаждающими эмульсиями и маслами, которые впитываются в поверхность деталей и удерживаются там длительное время. Кроме того, детали загрязняются при транспортировке и хранении, их на складах. Поэтому для качественного
изготовления механизмов и обеспечения их работоспособности при эксплуатации прибора, а также с целью предохранения оптических деталей от загрязнения, в процессе сборки приборов предусматривается промывка механических деталей.
Процесс промывки заключается в удалении всевозможных загрязнений и обезжиривании всех поверхностей детали.
Промывку детали осуществляют чаще всего ручным способом. В качестве растворителя применяют авиационный бензин Б-70. Детали промывают в специальном помещении, обеспечивающем противопожарную безопасность. Бензин заливают в бачки или ванночки различной величины в зависимости от числа и размеров промываемых деталей. Детали помещают в ванночку и промывают волосяными щетками или ершиками. Для получения высокой чистоты каждую поверхность детали промывают несколько раз, меняя при этом загрязненный растворитель чистым; для предварительной промывки используется бензин, полученный после отстоя, или второго сорта; окончательная промывка выполняется чистым авиационным бензином.
После выполнения различных пригоночных работ поверхности механических деталей также подвергают промывке, предохраняя при этом поверхности, имеющие лакокрасочные покрытия, от смачивания бензином. Неразборные (радиальные, радиально-упорные, сферические) подшипники промывают в бензина в собранном виде, а после просушки их вновь смазывают; разборные (упорные) подшипники промывают в разобранном виде, а затем их вновь собирают и смазывают.
При крупносерийном и массовом производстве промывку механических деталей осуществляют при помощи ультразвуковых установок.
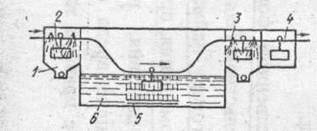
Рис. 1. Схема ультразвуковой установки для промывки деталей
Промывку с помощью ультразвука проводят в специальных ваннах (рис. 1). Ванна 6 заполняется растворами щелочей, кислот или органическими растворителями. В растворы щелочей на 1 л воды входят следующие компоненты в г; сода кальцинированная - 20; тринатринфосфат - 10, силикат натрия - 20, едкий натрий - 5-25 и др. В растворы кислот; на 1 л входят: серная кислота - 100 мл, соляная кислота - 50 мл, хлористый натрий - 60 г, азотная кислота - 100 мл, фтористый калий или кальций - 5-10 г и др.
Применяют как горючие, так и негорючие органические растворители.
К горючим растворителям относятся бензин сорта «Галоша» и других сортов, ацетон, спирт этиловый, бензол.
Из негорючих растворителей используют тетрахлорэтан, пентахлорэтан, трех-, четыреххлористый этилен, четыреххлористый углерод.
Указанные растворы и растворители хорошо отмывают загрязнения при воздействии на растворители и на детали ультразвуковых колебаний.
Установка непрерывного действия для промывки деталей ультразвуком обеспечивает предварительную проверку при помощи источника ультразвуковых колебаний 5, ополаскивание деталей горячей водой в камере 3 и сушку деталей сжатым воздухом в камере 4. Корзины с деталями из камеры в камеру последовательно перемещает конвейерное устройство в виде непрерывной цепи. При промывке деталей ультразвуком применяют установки с частотой колебаний от 10 до 40 кГц.
Длительность процесса промывки ультразвуком исчисляется несколькими секундами или минутами, в зависимости от степени загрязнения механических деталей. Промывка деталей ультразвуком является наиболее производительной.
Механические детали, прошедшие операцию промывки, сушат в струе чистого сжатого воздуха. Этим способом хорошо просушиваются детали, которые промывают летучими растворителями (бензином, смесью спирта и эфира и др.).
Детали, прошедшие промывку на ультразвуковых установках растворами щелочей, сушат в специальных сушильных шкафах с температурой нагрева до 50-80° С.
Промытые и высушенные детали укладывают в специальную тару (ящики с ячейками), предохраняющую детали от царапин и забоин во время их транспортирования к месту сборки.
Чистка оптических деталей и узлов
В результате отражения света от стенок корпусных деталей, оптических поверхностей, оправ и нерабочих поверхностей, а также рассеяния света недостаточно чистыми оптическими деталями в приборах возникает рассеяный свет.
Лучи рассеянного света, выходящие из прибора через выходной зрачок или падающие на плоскость изображения в пределах поля зрения, ухудшают его работу.
Оптические детали загрязняются в процессе их изготовления, транспортирования, хранения и сборки их с механическими деталями. К загрязнениям относят пыль, осыпавшиеся частицы отделочных материалов (лака, краски и оксидных пленок), мельчайшие металлические частицы (стружки), частицы смолы, крокуса, клея и т.н. Загрязнения в виде налетов, представляющих собой коррозию полированных поверхностей оптических деталей, портят поверхности деталей и могут привести их в полную негодность.
В результате гидролиза стекла при воздействии на него атмосферной влаги возникают капельно-жировые налеты, которые представляют собой мельчайшие капли концентрированных растворов щелочей. В зависимости от температуры окружающей среды и влажности воздуха этот налет может высыхать и вновь возникать.
При осаждении влаги и жира на поверхности деталей и последующем взаимодействии их с продуктами разрушения стекла образуется жировой налет в виде тончайшей пленки. Эта пленка способна поглощать (адсорбировать) влагу из воздуха и образовывать капельный жировой налет.
Биологический налет образуется в порах поверхности стекла в виде плесени. Этот налет возникает в приборах при наличии органических веществ (картона, пробки бумаги и других материалов). Продукты выделения плесени, имеющие кислую реакцию, разрушают стекло. В процессе сборки узлов проводят чистку оптических деталей, в результате которой с поверхностей оптических деталей удаляются следы жира, пыль, осыпки и прочих загрязнений.
Процесс чистки оптических деталей состоит из двух стадий: предварительной и окончательной.
Предварительную чистку оптических деталей осуществляют до установки их в оправы. Основная цель чистки на этой стадии - растворение и удаление жиров, остатков наклеечных смол, воскообразны, веществ и других загрязнений, образовавшихся на поверхности детали.
Технологический процесс предварительной чистки деталей ведут в следующей последовательности:
протирают детали обезжиренной салфеткой, смоченной органическим растворителем (например, этиловым спиртом-ректификатом);
протирают детали ватным тампоном, смоченным органическим растворителем (например, смесью 85-90 объемных частей петролейного эфира и 5-10 частей этилового спирта-ректификата);
удаляют с поверхности твердые нерастворимые частицы с помощью протирочных материалов (например, беличьей кистью).
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем