Многооперационные станки (МС) для обработки корпусных деталей
Станки с ЧПУ сверлильно-расточной группы
Сверлильные станки с ЧПУ предназначены для производительной координатной обработки деталей (типа крышек, фланцев, панелей, трубных досок) без предварительной разметки и применения кондукторов. Для них характерны операции сверления, зенкерования, развертывания, нарезания резьбы; наличие крестового стола; последовательная работа несколькими ин
струментами, установленными в револьверных головках; применение многоинструментальных головок; автоматизация позиционирования и работы вдоль оси Z.
Для обработки крепежных отверстий в корпусных деталях, а также в деталях типа фланцев, крышек, плит, рычагов, кронштейнов, в условиях мелкосерийного и серийного производств предназначен вертикально-сверлильный станок с ЧПУ мод.2Р135Ф2 (рис.1,4). Он оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности.
Расточные станки применяют для обработки корпусных деталей при сверлении, зенкеровании, развертывании, фрезеровании и нарезании резьбы.
Координатно-расточный многоинструментальный станок с ЧПУ 243ВМФ2 (рис.2) широко применяется в мелкосерийном и серийном производствах при изготовлении сложных корпусных деталей.
Для обработки корпусных деталей массой до 600 кг применяется станок 2Е450АМФ4, имеющий класс точности Л, позволяющий производить также фрезерование поверхностей торцевыми и концевыми фрезами с линейной и круговой интерполяцией.
Для обработки корпусных деталей массой до 16000 кг предназначен горизонтально-расточный станок повышенной точности 2П637МФ4, позволяющий обрабатывать соосные отверстия консольным инструментом с поворотом стола.
Для сверления, рассверливания, зенкерования, подрезания торцов, нарезания резьбы, протачивания кольцевых канавок и вырезания отверстий, прямоугольного и контурного фрезерования применяют сверлильно-фрезерные станки с ЧПУ мод.2348ПМФ2 (рис.3), 21103Н7Ф4, 21104Н7Ф4, 21105Н7Ф4. Эти станки обладают широкими технологическими возможностями, что позволяет использовать их в составе автоматизированных участков.
Из зарубежных станков сверлильно-расточной группы представляют интерес многоинструментальные сверлильные центры фирмы "СТАМА" МС012 и МС112. Станки содержат 9-ти или 12-ти позиционные головки с осью вращения, параллельной оси инструмента. Смена инструмента занимает от 0,8 до 3 секунд. Для обработки деталей различной конфигурации и размеров, а также их крепления в различных положениях (при обработке по маятниковому циклу) рабочая площадь может быть увеличена перестановкой головки или стола по оси Z.
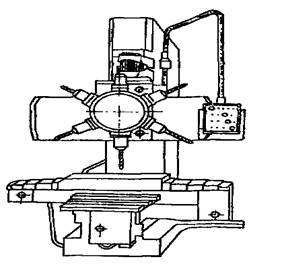
Рис.1 - Вертикально-сверлильный станок с ЧПУ2Р135Ф2
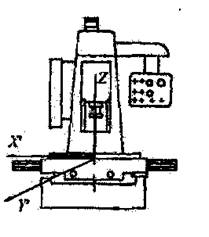
Рис.2 - Координатно-расточный станок 243ВМФ2
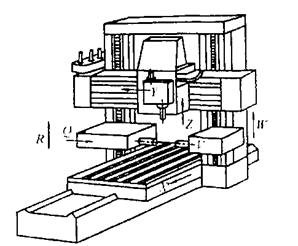
Рис.3 - Сверлильно-фрезерный станок 2348ПМФ2
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ могут быть выполнены в различных компоновочных вариантах: вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных.
Консольный вертикально-фрезерный станок с ЧПУ мод.6Р13ФЗ (4) предназначен для обработки концевыми и радиусными фрезами плоских и пространственных деталей сложного профиля (штампов, пресс-форм, кулачков) из черных, цветных металлов и других материалов в мелкосерийном и серийном производстве. Пространственная обработка достигается сочетанием перемещения стола станка с деталью в горизонтальной плоскости по двум координатам и вертикального перемещения шпиндельной головки с режущим инструментом.
Основные движения в станке.
Главное движение - вращение шпинделя; движение подачи - перемещение салазок в поперечном, стола в продольном и шпиндельной головки в вертикальном направлениях; вспомогательные движения - установочные перемещения узлов станка.
Механизм главного движения станка представляет обычную коробку скоростей, в которой 18 различных частот вращений шпинделя (в диапазоне 40 . 2000 мин-1) получается за счет переключения двух тройных (z = 19-22-16 и z = 37-46-26) и одного двойного (z = 82-19) блоков зубчатых колес. Источником мощности служит электродвигатель М, (N= 7,5 кВт, п = 1450 мин"1).
Механизм подачи. Заготовка, устанавливаемая на столе станка, при обработке перемещается в горизонтальной плоскости в двух взаимно перпендикулярных направлениях - продольном и поперечном. Шпиндель станка вместе с ползуном может перемещаться по вертикали. Эти три движения осуществляются от трех исполнительных механизмов станка. Каждый исполнительный механизм (М\, М2, Mj) снабжен шаговым двигателем, который управляет гидродвигателем (fy, Г3, Г4), а последний, в свою очередь, приводит в движение рабочий орган станка через зубчатые колеса и шариковую винтовую пару (2,3,4). Каждому импульсу, поступающему в шаговый двигатель, соответствует перемещение ползуна со шпинделем или стола на 0,01 мм. Скорость подачи изменяется от 20 до 600 мм/мин. Консоль станка со столом и салазками имеет установочное вертикальное перемещение от гидромотора Г] через пару конических колес 18-72 и винтовую пару 1. В станке предусмотрено и ручное перемещение узлов.
Специализированный вертикально-фрезерный станок 6М1ЗСН с ЧПУ предназначен для изготовления деталей типа балки, у которой концевой фрезой обрабатывается наружный контур, плоскость проушины, внутренние контуры колодцев и дно колодцев.
Станки с ЧПУ 65А80Ф4, 65А80ПМФ4 и 65А90Ф4 составляют гамму вертикальных фрезерных станков с крестовым столом с различной степенью автоматизации. Перемещение стола, салазок и бабки осуществляется от отдельных безредукторных приводов подач с высокомоментными электродвигателями постоянного тока через шарико-винтовые передачи. Инструментальный магазин и устройство автоматической смены инструмента обеспечивает выбор и смену инструмента для выполнения операций фрезерования, сверления, растачивания и нарезания резьбы.
Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36 (рис.5) предназначен для фрезерования разнообразных деталей сложной формы торцевыми, концевыми, угловыми и фасонными фрезами. Обработка может производиться по трем координатам одновременно. Кроме фрезерования на станке можно выполнять сверление, растачивание, зенкерование и развертывание отверстий.
Специализированный вертикально-фрезерный станок мод. МА655АЗ (Рис.6) предназначен для обработки деталей сложной криволинейной формы типа дисков, плит, рычагов и корпусных деталей из сталей, титановых и легких сплавов. Станок оснащен системой ЧПУ и устройством для автоматической смены инструмента. На станке выполняют фрезерование плоскостей и пазов, сверление, зенкерование, развертывание и предварительное растачивание отверстий. Обработка осуществляется по трем координатам по программе.
Для объемной обработки ковочных, вытяжных и вырубных штампов, литейных моделей и кокилей, пресс-форм и плоских сложных контуров применяют горизонтально-фрезерные станки с ЧПУ мод.6В443ФЗ и 6В444ФЗ (рис.7). Широкий диапазон изменения скорости вращения шпинделя и оснащение станка ускорительной съемной головкой позволяют вести наиболее производительную обработку. Применение съемной двухшпиндельной головки дает возможность обрабатывать одновременно две детали. Программа работы станка записывается на программоносителе и вводится непосредственно с пульта устройства ЧПУ, которое вычисляет траекторию движения режущего инструмента и скорость его перемещения по трем координатам. Фактическое положение подвижных узлов контролируется датчиками обратной связи. Не меняя программы, на станке можно изготовить пуансон и матрицу, зеркальное изделие, а также изделие в масштабе (1: 2, 1: 5, 1: 10), установить инструмент другой длины и диаметра, изменить припуск на последующую обработку.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем