Многооперационные станки (МС) для обработки корпусных деталей
Горизонтальные многоцелевые станки 2204ВМФ4, 2204ВМ1Ф4 (рис.15) и 6Б76ПМФ4 (рис.16) содержат вынесенные инструментальные магазины. Станки производят получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей концевыми, торцевыми и дисковыми фрезами, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы метчиками. Установка инструментального мага
зина на отдельной опоре возле станка позволяет свести к минимуму изменение его точностных параметров, увеличить жесткость станков и повысить его виброустойчивость.
Для комплексной обработки деталей повышенной сложности применяют горизонтальные сверлильно-фрезерно-расточные станки 2206ВМ1Ф4 и ЛФ400ПМФ4.
Для консольной обработки деталей предназначены горизонтальные сверлильно-фрезерно-расточные станки 2623ПМФ4, 22912Н7Ф4 и 2А622Ф4-1, изготовленные в Санкт-Петербурге (Станкостроительное объединение). Станки оснащены устройством автоматической смены столов-спутников с изделием, а также встроенными поворотными столами, что позволяет значительно расширить их технологические возможности.
Многоцелевой станок с ЧПУ мод. ОС-1000МФ4 применяют для обработки деталей типа корпусов, плит, трубных досок, рам, балок в индивидуальном и мелкосерийном производствах при частых переналадках.
Позиционирование инструмента при неподвижной детали позволяет уменьшить производственную площадь по сравнению с применением станков традиционной компоновки с подвижным столом. Протяженность установочной плиты (стола) позволяет производить обработку деталей по маятниковому циклу, то есть совмещать во времени установку очередной заготовки с обработкой предыдущей деталей.
Смену инструмента производят поворотом и фиксацией магазина (число инструментов - 24) относительно шпинделя, что позволяет обеспечить высокую надежность и точность.
Координатные сверлильно-фрезерно-расточные станки 24К60АФ4 и 24К70АФ4 предназначены для обработки отверстий с точным расположением осей методом растачивания, контурного фрезерования, сверления, зенкерования и резьбо-нарезания.
На станках можно выполнять чистовое и получистовое фрезерование плоскостей, подрезку торцов, разметку и точные измерения. Подвижные органы (стол и головка) установлены с высокой точностью, что позволяет использовать эти станки в качестве измерительных машин.
Для повышения точности обработки изделий большой массы в станках применяют адаптивную систему компенсации деформации станины. Станки оснащен автоматизированной системой определения положения базовых поверхностей изделия, что значительно упрощает и ускоряет их установку на стол станка.
ГПМ на базе многооперационных станков
В состав типового ГПМ для механообработки корпусных заготовок входят; многоцелевой сверлильно-фрезерно-расточный станок с ЧПУ; накопитель столов-спутников с заготовками, устройство для их автоматической загрузки и разгрузки со стола станка; механизм автоматической смены режущего инструмента с инструментальным магазином; устройства для выполнения контрольно-измерительных операций на станке; механизмы уборки стружки и другие вспомогательные устройства
Схема компоновки ГПМ ИР320ПМФ4 (рис.16) включает одноименный станок с горизонтальным шпинделем, установленным в вертикально-подвижной шпиндельной коробке (ось Y) с продольно перемещающимся по оси Z ползуном. На верхнем торце стойки расположен 36-позиционный инструментальный магазин барабанного типа с наклонной осью вращения, обеспечивающий автоматическую смену инструмента в шпинделе без применения манипулятора. Поперечно-подвижный (ось Х) и поворотный (движение А) стол с вертикальным расположением рабочей поверхности с размерами 320x320 мм позволяет устанавливать и закреплять унифицированный стол-спутник с заготовкой, которая может быть обработана с четырех сторон за одну установку. Смена столов-спутников производится автоматически с накопителя, установленного перед станком и имеющего четыре (исполнение 1) или двенадцать (исполнение 2) позиций. Загрузка и разгрузка столов-спутников может осуществляться как вдоль продольной оси Z станка (с противоположной по отношению к шпинделю стороны), так и вдоль поперечной оси Х (перпендикулярно к оси шпинделя).
Рис 15 Рис.16
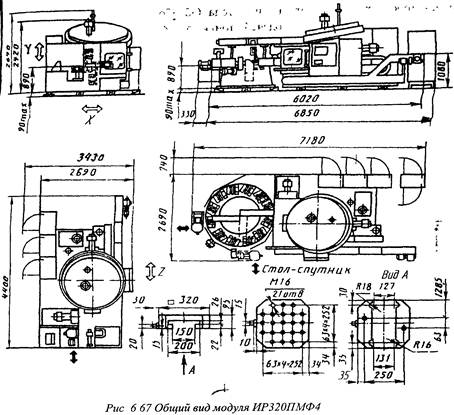
Рис.17
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. - К.: ИД "Профессионал", 2004. - 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. - 592 с.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Конструктивно-технологические варианты исполнения биполярного и полевого транзисторов в одном кристалле. Инжекционно-полевая логика
- Физические основы действия высокочастотных колебаний на ткани организма
- Физико-топологическая модель интегрального биполярного п-р-п-транзистора
- Расчет и конструирование газоразрядной индикаторной панели переменного тока
- Измерительный контроль в оптической микроскопии
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем