Деформационные способы получения полимерных пленок
Введение
Многообразие видов применяемых пленок определяет разнообразие методов их производства. Основной объем изготовляемых в мире полимерных пленок приходится на пленки из расплавов пластических масс, основу которых составляют полимеры, способные при нагреве переходить в вязкотекучее или высокоэластическое состояние, не подвергаясь при этом термической деструкции.
Метод производства
пленки определяется химической природой полимера и назначением готовой пленки. В настоящее время можно выделить четыре группы методов изготовления пленки: из полимера, находящегося в вязкотекучем или высокоэластическом состоянии: экструзия, каландрование, производство комбинированных пленок, физико-химическая модификация пленок.
Физическая сущность метода каландрования заключается в формовании из расплава полимера заготовок с последующим их деформированием до заданных размеров пленки и фиксирование их охлаждением.
1. МЕТОДЫ ФИЗИЧЕСКОЙ И ХИМИЧЕСКОЙ МОДИФИКАЦИИ ПЛЕНОК
Физической модификацией является механическое воздействие на сформировавшуюся структуру полимера при определенных температурных режимах. Такими методами изготовляют ориентированные пленки.
Производство ориентированных пленок, их свойства. Наряду с расширением выпуска рукавных и плоских, в том числе каландрованных, пленок, совершенствованием технологии их производства большое значение придают изысканию путей и способов повышения их качества, улучшения физико-механических свойств, обеспечения высокой прочности и надежности в условиях длительной эксплуатации.
Одним из эффективных способов улучшения физико-механических свойств и расширения возможностей применения термопластичных пленок является метод структурной модификации - ориентация. Изменяя степень ориентации, определяемую температурой ориентации, скоростью и степенью вытяжки, а также скоростью (темпом) охлаждения, можно получать пленки с различными физико-механическими показателями.
Ориентированные пленки изготовляют в основном из полипропилена, полиэтилена, полиэтилентерефталата и других полимеров. В зависимости от назначения пленки получают одно- или двухосно ориентированные. Существуют два основных метода ориентации пленок: механическое растяжение плоских пленок; пневматический раздув и механическое растяжение пленочного рукава. В производстве ориентированных пленок первый из этих методов нашел большее распространение. Производство двухосно ориентированных плоских пленок осуществляют по двум принципиально отличным технологическим схемам: одно- и двух- стадийной(раздельной).
Ориентация пленки в продольном и поперечном направлениях при одностадийной схеме одновременно происходит на одной установке, а при двухстадийной – на двух отдельных установках. Наибольшее развитие и применение получило оборудование, в котором ориентация пленки происходит по двухстадийной схеме.
Технические возможности технологических линий для производства двухосно ориентированных в две стадии пленок весьма широки: ширина пленок до3000 мм, толщина от 3 до 100 мкм, скорость приема готовой пленки до 200 м/мин.
2. ПРОИЗВОДСТВО ХИМИЧЕСКИ МОДИФИЦИРОВАННЫХ ПЛЕНОК, ИХ СВОЙСТВА
Производство химически-модифицированных пленок. Одним из путей направленного влияния на свойства полимеров и изделий из них является химическая модификация, связанная с изменением химического строения молекул и характера связи между ними.
Например, ультрафиолетовым облучением или радиацией в термопластах можно создавать пространственно-сетчатые структуры.
Модифицированием полиэтиленовых пленок ионизирующими излучениями можно получить термоусадочные пленки, а при включении операции термостабилизации – высококачественный пленочный материал с высокой стойкостью и долговечностью в условиях длительного воздействия повышенных температур и нагрузок, агрессивных сред.
Примером использования эффекта упрочнения является производство мешков для затаривания из полиэтилена низкой плотности. В связи с увеличением после облучения разрушающего напряжения при растяжении и ударной вязкости появилась возможность уменьшить толщину пленки. В таком процессе сложенный пленочный рукав или плоская пленка после тянущего устройства через систему отклоняющих роликов направляется ускоритель электронов (или камеру сшивки). В ускорителе пленка облучается, переходит в камеру термостабилизации, разогревается до температуры стабилизации и выдерживается при этой температуре необходимое время. Затем пленка охлаждается и сматывается в рулоны. Скорости получения модифицированной пленки ограничены возможностью ускорителя электронов и временем термостабилизации пленки; в настоящее время они меньше скоростей изготовления даже обычной рукавной пленки. Придание полимерным пленкам свойства сокращать свои размеры при нагреве (термоусадка) является одним из методов расширения возможностей их применения. При вытяжке пленок на той или иной стадии формования в них происходит накопление обратимых составляющих деформации; если в технологическом процессе отсутствует стадия термостабилизации, то получаемые пленки в той или иной степени обладают термоусадочными свойствами. На промежуточных стадиях термической усадки, как правило, происходит сильное коробление пленки даже при ее идеальной равнотолщинности. Эти недостатки в значительной мере устраняют фото- или радиационной сшивкой, повышающей предел текучести пленки при температуре усадки. На практике наиболее широкое распространение нашел метод радиационной модификации пленок, который позволяет наиболее существенно влиять на физико- механические свойства пленки.
3.ДЕФОРМАЦИОННЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ПЛЕНОК
3.1 КАЛАНДРОВАНИЕ
Каландрование — один из способов формования листа или пленки путем непрерывного продавливания термопластичного материала через зазор между валками каландра. Обработка материалов на каландре служит также для нанесения покрытий на тканевую основу и дублирования пленок с промежуточным клеевым слоем.
Каландровый способ — многостадийное производство, оснащенное разнообразным оборудованием для хранения, подготовки и транспортировки сырья, для изготовления композиции (смесей полимера с соответствующими ингредиентами) и их пластикации, каландром определенного типа для формования пленки, устройствами для охлаждения пленки, измерения ее толщины, обрезки кромок, для намотки готовой пленки. Кроме того, каландровые линии могут быть укомплектованы дополнительным оборудованием для нанесения печати, лакирования, термоформования, переработки отходов.
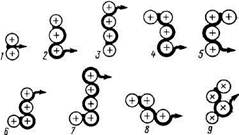
Рис 1. Основные типы каландрования
Основная операция — формование пленки — происходит на каландре. Каландры относятся к валковым машинам и различаются главным образом количеством и расположением валков. На рис. 1-приведены основные типы 2—5-валковых каландров, применяемых для производства пленочных материалов:
1 — двухвалковый каландр с вертикальным расположением валков для изготовления толстых пленок, для тиснения рисунка на поверхности;
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды