Деформационные способы получения полимерных пленок
Разновидностью каландрового способа является получение пленок и листов из поливинилхлорида на кашировальной машине (типа Циммера), используемой обычно для производства комбинированных материалов (рис.5). Машина, по существу, представляет собой двухвалковый каландр. Термопластичный материал в виде гранул, сухой смеси или пасты, попадая в зазор между двумя нагретыми валками, плавится и формуется
в непрерывный лист или пленку. При нанесении покрытия оба плавящих валка имеют одинаковую температуру и пленка прилипает к валку, имеющему несколько большую скорость вращения, откуда под давлением переходит на подаваемое полотно основы. Образовавшийся комбинированный материал (ламинат) проходит через зазор между обрезиненным 3 и металлическим полированным либо гравированным валком 4. Температура плавящих валков определяется температурой размягчения используемых термопластов.
Как и при обычном каландровании, выбор термопластичного материала для производства индивидуальной пленки ограничен способностью полимера плавиться в широком температурном интервале и сравнительно легко сниматься с валков. Композиции поливинилхлорида, удовлетворяющие этим условиям, должны быть тщательно смешаны и подвергнуты предварительной пластикации до их поступления на машину. Операции смешения и пластикации композиций могут быть реализованы по месту производства поливинилхлорида. В этом случае питание машины осуществляется гранулированным материалом. В последнем случае плавящий валок 2 имеет более низкую температуру, чем валок /. Максимальная температура валка / ограничена возможностью беспрепятственного снятия пленки. На практике температура этого валка на 20—40° выше, чем валка 2. Если разность температур выше 40°, пленка начинает прилипать к более нагретому валку. При этом температура плавящего валка 2 повышается от контакта с более горячим валком 1, что и затрудняет снятие пленки.
Для композиции поливинилхлорида с 30% пластификатора примерная температура валка / составляет 195° С, валка 2 — 170° С.
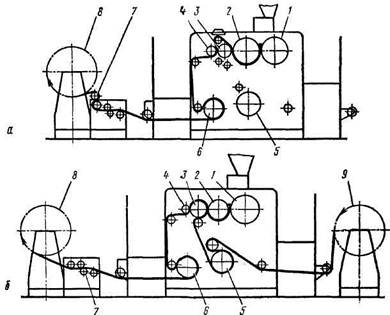
Рис.5. Схемы получения пленки (а) и комбинированного материала (б) на кашировальной установке: 1,2 — плавящие валки; 3 — обрезиненный отборочный валок; 4 — отделочный валок (полированный, хромированный или гравированный); 5 — барабан для предварительного подогрева основы; 6 — охлаждающий барабан; 7 — обрезка кромок; 8 — намотка; 9 — подача основы для покрытия.
В последнем случае плавящий валок 2 имеет более низкую температуру, чем валок /. Максимальная температура валка / ограничена возможностью беспрепятственного снятия пленки. На практике температура этого валка на 20—40° выше, чем валка 2. Если разность температур выше 40°, пленка начинает прилипать к более нагретому валку. При этом температура плавящего валка 2 повышается от контакта с более горячим валком 1, что и затрудняет снятие пленки. Для композиции поливинилхлорида с 30% пластификатора примерная температура валка / составляет 195° С, валка 2 — 170° С.
В начале процесса оператор производит подрезку материала вдоль плавящего валка и подает полотно через направляющий валок в зазор между обрезиненным валком 3 и отделочным 4. Направляющий валок служит для удаления воздуха. С этой же целью поддерживают постоянный интервал между плавящим и обрезиненным валками. go избежание нагрева последний увлажняется с помощью валка, расположенного снизу. Для отделки гравированным или полирующим валком лист поддерживается в нагретом состоянии с помощью инфракрасных излучателей. Дополнительные ширильные валки способствуют намотке пленки без складок.
Таким методом можно получать пленки из жесткого и пластифицированного поливинилхлорида по рецептуре, принятой для каландрируемых пленок, в интервале толщин от 0,05 до 0,2 мм. Скорости процесса зависят как от толщины пленки, так и от состава композиции и составляют приблизительно от 6 до 12 м/мин для пластифицированного и от 3 до 10 м/мин для жесткого поливинилхлорида. Материал большей толщины может быть получен по схеме ламинирования с использованием предварительно полученной пленки в качестве основы.
В обычно используемый суспензионный поливинилхлорид при повышении скорости процесса или увеличении толщины пленки рекомендуется вводить некоторое количество эмульсионного полимера и применять более активные пластификаторы. При производстве пленки из жесткого поливинилхлорида добавки поливинилацетата или эпоксидированного соевого масла (в качестве стабилизатора) способствуют снижению температуры текучести полимера. Во избежание прилипания пленки к валкам в состав всех композиций следует вводить 0,2 вес. ч. стеариновой кислоты.
Преимущества метода заключаются в его сравнительной простоте, получении пленки хорошего качества с меньшей ориентацией и лучшими механическими свойствами по сравнению с пленкой, отформованной на каландре.
Технология производства поливинилхлоридных пленок, производимых деформационным способом
Несмотря на перспективность метода экструзии для переработки композиций поливинилхлорида, большая часть их перерабатывается в пленку каландровым методом. Для получения пленок используют композиции на основе суспензионного поливинилхлорида марок С-70 или С-65.
В зависимости от назначения пленки выпускаются пластифицированные, жесткие и монолитно-пористые. Рецептура композиции пластифицированных пленок в зависимости от их назначения отличается не столько содержанием компонентов, сколько их выбором. В большинстве случаев рекомендуются комбинации различных пластификаторов или стабилизаторов. В состав некоторых композиций входят модифицирующие добавки, например, эпоксидные смолы (ЭД-5 или ЭД-6) или бутадиен-нитрильный каучук (СКН-26). Принципиальная технологическая линия по производству пластифицированных поливинилхлоридных пленок представлена на рис. 6.
После сухого смешения в двухстадийном смесителе рабочая смесь гомогенизируется в интенсивном смесителе / при 160—170°С в течение 3—4 мин. Далее смесь обрабатывается на листовальных 3, а затем на подогревательных вальцах 4, куда подается транспортерами 2. Время обработки на вальцах (при 160—170°С) зависит от продолжительности цикла гомогенизации и каландрования пленки.
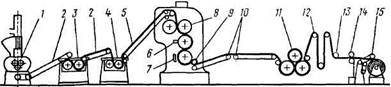
Рис. 6. Технологическая линия по производству пластифицированной пленки ПВХ
Качающимся транспортером 5 масса передается в верхний зазор каландра 8. Для выравнивания температур по ширине пленки каландр снабжен устройством 6, обогревающим края среднего валка. Толщиномер 7, связанный с механизмом питания каландра, предназначен для контроля и регулирования толщины пленки. Съем пленки с последнего валка каландра осуществляется при помощи съемного валка 9, имеющего повышенную скорость, зависящую от требований к пленке: при получении малоусадочных пленок скорость съемного валка не намного превышает скорость последнего валка каландра, в случае Же тонких прозрачных пленок опережение может достигать 100л. Транспортеры 10 (из лавсановой ткани с антиадгезионным силиконовым покрытием) обеспечивают подачу пленки к охлаждающим валкам 11 без натяжения, благодаря чему в ней успевают в основном пройти релаксационные процессы.
Другие рефераты на тему «Производство и технологии»:
- Оборудование для сборки
- Конструирование ходового механизма экскаватора
- Организация сертификации и технического контроля качества продукции на предприятии
- Изучение металлургических свойств нового типа железорудного сырья (маггемитовых руд) для подготовки к доменной плавке
- Механизмы имплантации в металлы и сплавы ионов азота с энергией 1-10 кэВ
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды