Деформационные способы получения полимерных пленок
2 — трехвалковый каландр с вертикальным расположением валков для изготовления поливинилхлоридных листовых и пленочных материалов для полов, толстых пленок на основе эластомеров и др.;
— четырехвалковый каландр с вертикальным расположением валков для изготовления жестких (малопластифицированных) поливинилхлоридных пленок, листовой резины, одно- и двустороннее нанесения покрытий из этих матер
иалов на тканевую основу;
4 и 5 — наиболее распространенные конструкции четырехвалковых каландров с Г-образным расположением валков для производства мягких (пластифицированных) поливинилхлоридных пленок и дублирования; при дублировании устанавливается дополнительный консольный валок;
6 и 7 — четырех- и пятивалковый каландры с L-образным расположением валков для изготовления жестких поливинилхлоридных пленок;
5 и 9 — универсальные четырехвалковые каландры Z- и S-образного типа для производства поливинилхлоридных пленок, листовой резины, нанесения покрытий на различные основы.
Сущность метода и его физико-химическая характеристика
Обработке материала на каландре предшествуют получение композиции полимера и пластикация. Поэтому свойства пленок, полученных каландровым способом, зависят в основном от трех факторов: -свойств исходного материала и состава композиции; условий смешения и пластикации; условий каландрования.
Формование на каландре протекает в переходной области между высокоэластическим состоянием и вязким течением полимера. Таким образом, термопластичный материал должен обладать широким температурным интервалом текучести и достаточной вязкостью расплава, чтобы обеспечить получение однородной, гладкой и равнотолщинной пленки и беспрепятственное снятие ее без разрушения и растягивания с валков каландра. Этому требованию удовлетворяют композиции поливинилхлорида или его сополимеров, а также сырые резиновые смеси (композиции на основе эластомеров), которые здесь не рассматриваются. Содержание отдельных компонентов колеблется в широких пределах в зависимости от назначения пленки и свойств самих компонентов. Введение различных добавок в поливинилхлорид (ПВХ) необходимо из-за характера самого полимера и особенностей его переработки. Поливинилхлорид является аморфным полимером со значительными силами межмолекулярного взаимодействия благодаря полярности заместителя. Он имеет высокую температуру стеклования (около 85° С), а температура текучести промышленных марок ПВХ близка к температуре разложения. Для предотвращения процесса термодеструкции ПВХ, идущего с выделением газообразного НСl, вводят стабилизаторы, а для снижения температуры стеклования (придания гибкости и эластичности, улучшения морозостойкости) и температуры текучести (облегчение переработки) — пластификаторы. Пигменты и наполнители создают определенный декоративный эффект, а также служат модификаторами пленок. Во избежание прилипания композиции к горячей поверхности рабочих органов машин вводят смазывающие вещества - более 50 г на 100 г порошка. Смешению ингредиентов композиции предшествуют так называемые подготовительные операции: прокаливание, сушка или увлажнение, взвешивание. К подготовительным операциям иногда относят также дробление отходов.
В условиях крупнотоннажного производства процесс взвешивания непрерывен и осуществляется в специальных дозаторах. Для удаления летучих веществ проводят сушку. Используют различные виды сушилок: ленточные непрерывного действия, турбинные, вакуум-сушилки и др.
Однородность формуемого материала достигается равномерным распределением всех компонентов в объеме композиции, что зависит от качества смешения. На первой стадии процесса подготовленные компоненты подвергают «сухому» смешению, исключающему гелеобразование (желирование), в смесителях различного типа (лопастных, турбоскоростных, турбошнековых и др.).
Высокое качество смешения обеспечивает двухстадийный турбоскоростной смеситель, в котором сокращение цикла работы достигается разделением стадий горячего смешения и охлаждения смеси. В верхней секции установки возникающие благодаря вращению мешалки и внешнему обогреву.
|
|
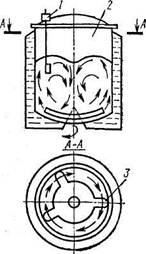
Рис 2. Схема двухстадийного турбосмесителя
1- лопасть для регулирования вращательного движения смеси; 2-бак смесителя; 3- мешалка
В нижней охлаждаемой секции установки, куда горячая смесь поступает через пневмозатвор, ее охлаждают при интенсивном перемешивании, что способствует быстрой теплоотдаче материала. Схема действия такого смесителя (на стадии горячего смешения) представлена на рис. 3. Параметры процесса (температура, скорость, продолжительность перемешивания) зависят от состава композиции.
|
|
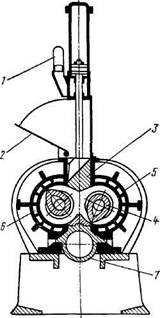
Рис 3. Смеситель
Пластикацию порошкообразной композиции однородного состава осуществляют преимущественно в смесителях роторного типа (рис. 3). Материал, попадая в зазор между стенкой закрытой камеры и гребнями вращающихся навстречу друг другу роторов, подвергается интенсивной деформации сдвига. Винтообразные лопасти роторов продвигают материал в осевом направлении, а верхний плунжер подпрессовывает его. Наружный обогрев и значительные деформации сдвига способствуют быстрому нагреванию материала и снижению вязкости.
Оптимальный режим пластикации зависит от содержания пластификатора в смеси и его растворяющей способности по отношению к полимеру. Пластикация происходит также за счет частичной механо-деструкции полимера.
Композиции с высоким содержанием пластификатора получают в лопастных смесителях.
Обработка смеси на обогреваемых вальцах завершает подготовку композиции к формованию. При вальцевании материал многократно пропускают через зазор между двумя валками, вращающимися навстречу друг другу с различной скоростью. Пластичный материал, переходящий на более нагретый валок, подрезают ножом, сворачивают в рулончик и возвращают в зазор. Таким способом достигается изменение ориентации поверхностей раздела и лучшая гомогенизация материала.
Отношение окружных скоростей вращающихся валков — фрикция — должно обеспечивать получение гомогенного, плотного материала без воздушных включений. Величина фрикции зависит от состава композиции и температуры валков. Увеличение окружной скорости валков и фрикции, способствуя диспергированию компонентов и пластикации материала, при недостаточном прогреве может вызвать частичную деструкцию полимера вследствие значительных деформаций сдвига.
Установленные перед каландром смесительные вальцы, осуществляя дополнительную пластикацию материала, снижают нагрузку на каландр; здесь же в смесь добавляются возвратные отходы пленки без предварительного измельчения. Вальцы служат также накопителем, выравнивающим производительность каландра и смесительного оборудования. Однако переработка на вальцах требует большего содержания термостабилизатора из-за возможной деструкции полимера. При вальцевании необходим тщательный температурный контроль.
Другие рефераты на тему «Производство и технологии»:
- Объемно–планировочные и конструктивные решения канифольно-терпентинного цеха
- Грохот вибрационный ГВ-06
- Развитие теории и практики резания
- Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
- Разработка робототехнического комплекса токарной обработки
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды