Деформационные способы получения полимерных пленок
Для подготовки композиции, включая смешение, гомогенизацию и пластикацию, используют также экструдеры различных конструкций, главным образом двухчервячные, что позволяет осуществить непрерывный процесс производства, в том числе и дозирование компонентов. К достоинствам непрерывного процесса смешения относятся:
1) равномерное питание каландра однородным материалом, что дает пленку стабильног
о качества;
2) улучшенное качество материала благодаря более мягким условиям переработки при меньшей продолжительности;
3) высокая степень использования оборудования вследствие быстрого прогрева материала в тонком слое за счет тепла внутреннего трения;
4) снижение затрат на электроэнергию и заработную плату;
5) уменьшение производственных площадей.
Однако преимущества непрерывного процесса могут быть реализованы лишь при длительном выпуске пленки одной рецептуры, а получение широкого ассортимента пленок различной рецептуры возможно лишь по более гибкой технологической схеме.
Гомогенизированный и пластифицированный материал еще горячим подается в зазор первой пары валков каландра. В отличие от вальцевания материал при каландровании проходит через зазоры валков каландра однократно, с одновременным уменьшением толщины и увеличением ширины полотна. Зазоры между валками каландра и скорость регулируют таким образом, чтобы из последнего зазора выходила пленка заданной толщины и ширины. Внутренние слои материала в начале движения подвергаются действию сил выталкивания, но затем вовлекаются в зев валков каландра благодаря силам трения. Разность скоростей отдельных слоев материала вызывает значительную деформацию сдвига и способствует пластикации материала.
Достигшая максимального значения скорость средних слоев в момент прохождения зазора затем уменьшается вплоть до скорости валков, в результате чего увеличивается толщина выходящего из зазора полотна. Это связано с материальным балансом процесса, так как если материал в зазоре движется со скоростью, скажем, вдвое превышающей скорость валков, то при постоянном расходе в единицу времени (производительности) толщина поступающего полотна должна быть вдвое больше величины зазора. Утолщение полотна по выходе из зазора обусловлено также обратимой высокоэластической деформацией, которая зависит от реологических свойств материала.
Выносной валок позволяет избежать пульсации производительности, поддерживая избыток материала в зазоре первой пары валков. Основными параметрами процесса являются температура валков, скорость их вращения, величина зазора и коэффициент фрикции.
Чтобы обеспечить прохождение материала от загрузочного до калибрующего зазора, последовательно повышают температуру валков либо (при постоянной температуре) увеличивают скорость валков по ходу движенья материала, создавая фрикцию в зазоре в пределах от 5 до 30% от скорости валков. Величину фрикции устанавливают опытным путем, исходя из свойств материала, скорости процесса и заданной толщины пенки. Для получения равнотолщинной пленки Максимальной ширин очень важно соблюдение постоянной температуры по всей длине рабочей поверхности валков.
Конструкцией каландра предусматривается компенсация прогиба валков, влияющего на точность поперечного сечения готовой пленки. Основными способами компенсации прогиба валков являются бомбировка, перекрещивание валков (рис.4). При бомбировке валки имеют не цилиндрическую форму, а несколько бочкообразную. Метод бомбировки пригоден лишь в узко специализированных каландрах для одного вида композиции и определенного размера пленки, так как изменение состава материала, режима переработки и толщины полотна влияет на величину распорных усилий и, следовательно, ведет к изменению прогиба валка. Кроме того, должна учитываться величина распорных усилий в каждом из зазоров по ходу движения полотна. Поэтому, например, в трехвалковом каландре верхний валок должен быть бочкообразным, средний - цилиндрическим, а нижний — корсетным (слегка вогнутым к центру) для компенсации прогиба среднего валка вниз. Величина бомбировки невелика и составляет 0,3—0,4 мм для бочкообразных и 0 1 мм для корсетных валков.
Перекрещивание валков увеличивает зазор по щелям в результате поворота внешнего калибрующего валка в горизонтальной плоскости вокруг вертикальной оси, проходящей через центр валка. Недостатком метода является смещение формуемого полотна, так как деформация сдвига направлена перпендикулярно движению материала и перекрещивание валка увлекает материал в, сторону.
При контризгибе валков искусственно создают изгибающий момент, противоположный по знаку изгибающему моменту от распорного усилия, прикладывая к концам калибрующего валю а внешнюю силу с помощью специальной гидравлической системы. 3. го позволяет регулировать величину и направление сил контризгибах в соответствии с условиями каландрования.
В современных каландрах используют бомбированные валки в сочетании с перекрещиванием или контризгибом для корректировки толщины пленки при изменении рецептуры или режима процесса.
Увеличение линейной скорости отборочного валка, установленного за каландром, приводит к дополнительной продольной ориентации пленки.
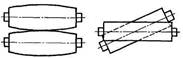
Рис 4. Основные способы компенсации прогиба валков
Для обеспечения безопасности персонала каландры снабжены аварийным выключателем и предохранительной сеткой.
Температура валков, на которых пленка охлаждается, устанавливается в соответствии с типом формуемой пленки. Поскольку в пластифицированном материале процесс релаксации проходит быстрее, для мягких пленок допустима большая скорость охлаждения и более низкая температура охлаждающих валков, чем для жестких пленок. «Замораживание» остаточных напряжений при быстром охлаждении жесткой пленки ведет к нестабильности размеров и ухудшению свойств пленки.
Непрерывное измерение толщины пленки осуществляют контактными или бесконтактными методами. Наибольшее распространение получили бесконтактные толщиномеры емкостного и радиационного типа. В толщиномерах емкостного типа пленка проходит между двумя изолированными пластинами, служащими обкладками конденсатора, емкость которого зависит от толщины слоя диэлектрика. Измеряя емкость конденсатора, определяют толщину пленки. Радиационный бесконтактный метод основан на применении изотопов — источников fl-излучения. Изменение толщины пленки, проходящей между ампулой с изотопом и ионизационной камерой, регистрируется по изменению интенсивности потока излучения. Система обратной связи обеспечивает заданную толщину пленки путем регулирования зазора через исполнительный механизм, соединенный с радиоизотопным толщиномером.
Так как радиоизотопные толщиномеры оценивают толщину по величине массы на единицу поверхности проходящего полотна, они особенно полезны при измерении толщины тисненых пленок.
После обрезки кромок пленка поступает на намотку. Во избежание складкообразования перед намоточным устройством устанавливаются ширительные валки.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды