Технология оборудования для установки ПМ-компонентов на печатные платы
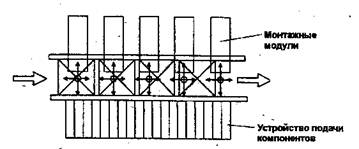
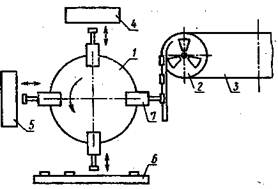
Рис. 5. Сема высокоскоростного укладчика
Особенность пятой группы автоматов-укладчиков - повышенная точность позиционирования (0,03-0,05 мм). Реализуется по Н-схеме с применением специальных материалов, подшипников на воздушной основе, разомкнутых шаговых двигателей, систем технического зрения, высокоточных систем измер
ения координат.
Применяются для позиционирования компонентов с шагом выводов менее 0,3 мм (QFR, ВGA, Flip-Chip, COB).
Рабочий цикл любого автомата-укладчика включает в себя следующие технологические действия:
- выбор из накопителя требуемого компонента;
- перемещение его к посадочному месту на печатной плате;
- установка компонента с точностью позиционирования.
Кроме того, в некоторых конструкциях автоматов перед установкой осуществляется контроль электрических и геометрических параметров устанавливаемого компонента.
Такой технологический цикл возможно практически реализовать с помощью взаимного перемещения основных конструктивных элементов автомата — монтажной головки, координатного стола и магазина с компонентами. Исходя из этого, в настоящее время приняты следующие варианты комбинации перемещений основных элементов автоматов.
Вариант 1. Печатная плата и магазин с компонентами неподвижны (магазин может перемещаться только в направлении X). Компоненты захватываются монтажной головкой с необходимой позиции питателя и устанавливаются на посадочное место (рис. 6) (первый вариант автомата последовательного действия). Как видно из рисунка, монтажная головка перемещается в таких автоматах по всем направлениям (x, y, z) и вокруг своей оси (6), что позволяет ей по заданной программе выбирать требуемый элемент из питателя, перемещать и устанавливать его в любую точку на печатной плате. Как было отмечено выше, такие автоматы обладают наибольшей гибкостью и позволяют устанавливать компоненты любых типов, что наиболее эффективно в условиях мелкосерийного производства при большой номенклатуре изделий и типоразмеров компонентов. Их производительность может быть, повышена за счет применения двух монтажных головок. Кроме того, при такой схеме может быть легко осуществлен контроль электрических и геометрических параметров компонентов, которые перед установкой помещаются в устройство контроля.
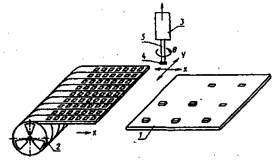
1 — печатная плата; 2 —• бобины с упакованными компонентами; 3 — монтажная головка; 4 —устанавливаемый компонент; 5 — вакуумный пинцет (захват)
Рис. 6. Схема автомата-укладчика последовательного типа
Вариант 2. В этом случае (рис. 7) позиционирование места установки компонента осуществляется перемещением стола с печатнои платой в направлении X (второй вариант автомата последовательного действия). При этом цикл работы автомата состоит из следующих операций: 1) подача компонентов под монтажную головку (направление Х); 2) выбор компонента монтажной головкой (перемещение в направлении Y, Z); 3) возврат накопителей в исходное состояние; 4) перемещение стола с печатной платой под монтажную головку с позиционированием посадочного места относительно головки, установка компонента.
При использовании блока головок (до 30) и нескольких печатных плат такие системы могут обеспечить высокую производительность (рис 8). Однако наиболее эффективным является их применение для компонентов простой формы. Примером такой разработки является автомат МСМ VII (фирма «Philips»).
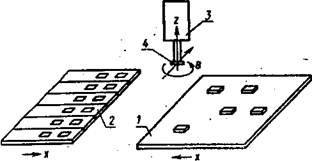
1 — печатная плата; 2 — лента с ПМ-компонентами; 3 — монтажная головка; 4 — монтируемый компонент
Рис. 7. Схема автомата с позиционированием места установки компонента с помощью рабочего стола
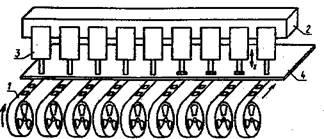
1 — бобина с ПМ-компонентами; 2 — блок монтажных головок; 3 — турель; 4 — двухкоординатный стол
Рис.8. Схема автомата с блоком монтажных головок
Вариант 3. Роторно-башенная схема построения автоматов (Rotary Turret Placement System) в последние годы находит все большее применение в конструкциях высокоскоростных автоматов-укладчиков. В этой схеме также используется блок монтажных головок, которые по кругу перемещаются с одной позиции в другую. Место установки компонента позиционируется координатным столом.
Применяется несколько разновидностей автоматов-укладчиков, реализующих роторную схему: с поворотом ротора вокруг вертикальной и горизонтальной оси и с различными вариантами подачи компонентов. Один из вариантов горизонтальной схемы показан на рис. 9. Роторная головка 1 имеет четыре вакуумных захвата и четыре рабочие позиции. На первой позиции захватывается компонент из питателя, бобины которого поворачиваются вокруг вертикальной оси на 90°. Во второй позиции осуществляется контроль электрических параметров компонента, в третьей – его центрирование, в четвёртой — установка на печатную плату, которая перемещается в направлении X, Y для совмещения захвата с посадочным местом компонента. Эти циклы повторяются каждой монтажной головкой, что обеспечивает высокую производительность автомата. Недостаток варианта — ограниченность номенклатуры устанавливаемых компонентов (без переналадки устройства чаще всего устанавливается один тип).
1 — ротор (револьверная головка); 2 — бобина с компонентами; 3 — карусель с бобинами; 4 — блок контроля электрических параметров; 5 - блок центрирования компонентов; 6 — двухкоординатный стол с печатной платой
Рис. 9. Схема автомата-укладчика роторного типа с вращением ротора вокруг горизонтальной оси:
Схема аналогичного по конструкции, но более производительного автомата показана на рис. 10. Он содержит большее количество монтажных головок и рабочих позиций для контроля электрических параметров и центровки, что расширяет номенклатуру монтируемых компонентов. Для подачи компонентов используется карусель с бобинами, поворачивающаяся вокруг вертикальной оси.

Рис.10. Схема многошпиндельного автомата-укладчика роторного типа
В последних разработках автоматов-укладчиков более широко применяется схема с ротором, вращающемся вокруг вертикальной оси (рис. 11). Такой автомат также содержит вращающийся ротор-башню, на которой размещается 10 или 12 монтажных головок. Для повышения универсальности и производительности каждая из головок имеет 1—5 вакуумных захватов. Центрирование компонентов осуществляется механическими устройствами или системами технического зрения, а совмещение с посадочным местом — двухкоординатным столиком. Подача плат производится с помощью конвейера. Некоторые системы содержат специальные пневматические подъемники для перемещения плат с одного конвейера на другой. Центрирование плат происходит по базовым отверстиям или по боковым кромкам. Первый метод обеспечивает большую точность и повторяемость этой операции. Для подачи компонентов к монтажной головке блок питателей совершает возвратно-поступательные движения в направлении X. При этом бобина с необходимым компонентом ориентируется для подачи его под очередной захват.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Цифровая обработка сигналов
- Организация рабочего места по обслуживанию радиоэлектронной аппаратуры
- Расчет радиоприёмного устройства
- Зонная модель твердого тела. Уравнение Шредингера для кристалла
- Порядок установки и корректировки МПИ эталонов. Поверка электронных аналоговых и цифровых вольтметров и амперметров
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем