Анализ технологической операции изготовления гильзы цилиндра
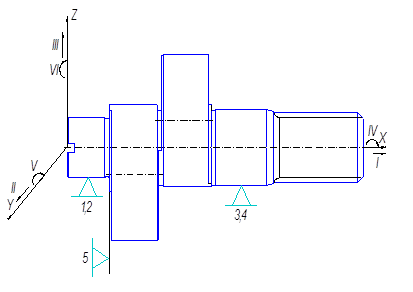
Рисунок 1.2. – Схема базирования детали в узле
Таблица 1.2. – Матрица Таблица 1.3. – Таблица соответствий
|
X |
Y |
< p>Z | ||
|
L |
0 |
1 |
1 |
ДНБ |
|
a |
0 |
1 |
1 | |
|
L |
1 |
0 |
0 |
ОБ |
|
a |
0 |
0 |
0 |
|
№ точки |
Степень свободы |
Название базы |
|
1,2,3,4 |
II, III,V,VI |
ДНБ |
|
5 |
I |
ОБ |
|
6 |
IV |
вакансия |
2. Анализ технических требований на изготовление детали
Технические требования на изготовление изделия или сборочной единицы характеризуют основные параметры их качества, проверяемые при окончательном контроле или испытаниях. Поэтому важно правильно определить технические требования детали.
Чертёж детали даёт полное представление о конфигурации, конструкции, размерах, их точности формы всех поверхностей детали, материале и его свойствах, и соответствует стандартам на оформление конструкторской документации, и в частности чертежей (ГОСТ 2.109-73, ГОСТ 2.305-68, ГОСТ 2.307-68). Имеющихся на чертеже видов, проекций, разрезов, выносных элементов вполне достаточно для понимания общего вида изделия. Однако на чертеже есть небольшие недостатки: не на всех видах изображены соответствующие фаски, чертёж трудно читаем, величены линейных размеров в отдельных случаях не соответствуют рекомендациям по ГОСТ 6636-89.
На чертеже достаточно информации о материале, и способе получения заготовки:
Поковка ІІІ гр. – НВ 262…311 ГОСТ 8479-70
Материал: Сталь 38ХА ГОСТ 4345-71
Химический состав и механические свойства материала приведены ниже (см. п).
Деталь имеет ряд допусков на изготовление. Рассмотрим некоторые из них.
Требования по точности размеров:
Неуказанные предельные отклонения размеров: h14; ±t2/2 желательно, чтобы часть размеров было выполнено по более высокому квалитету. Также не указано предельное отклонение для внутренних размеров (Н14).
Требования по шероховатости:
Шероховатость основных и базовых поверхностей Ra=1,6 мкм. Шероховатость неуказанных поверхностей Ra=6.3 мкм, что является приемлемым. Однако на боковые поверхности шлицов следовало бы назначить более высокую шероховатость, чем Ra=2.5. мкм.
Требование по форме поверхностей:
Все необходимые допуски формы и расположения поверхностей обозначены на чертеже (допуски радиального биения, параллельности, симметричности относительно оси).
Следует отметить, что требования к биению поверхности занижены и следовало бы назначить этот допуск в пределах 0,03.
Ещё одним недочетом является отсутствие допуска на цилиндричность формы вала под посадочные места подшипников.
Исходя из функционального назначения детали и анализа технических требований можно сделать следующие выводы:
1. Назначенные конструктором размерная и геометрическая точность обеспечат нормальную работу механизмов. Снижение требований к точности и взаимному расположения поверхностей может привести к появлению дополнительных динамических нагрузок, снижению долговечности и надежности работы насоса.
2. Чертеж не нуждается в дополнении (кроме исправления мелких недостатков указанных выше).
3. Определение типа производства, такта выпуска и партии запуска
Тип производства определяют табличным способом, учитывая массу обрабатываемой детали (заготовки) и ориентировочную программу выпуска данного изделия, куда входит рассматриваемая деталь.
|
m заг, кг |
N год, шт. |
|
15 |
500 |
При Nг = 500 шт. и m > 10 кг, тип производства соответствует мелкосерийному.
Определение такта выпуска ([1], с.22):
 (3.1)
(3.1)
где Фд-действительный годовой фонд времени и при двух сменах работы оборудования и рабочих мест равен Фд=4029 ч.
Определяем партию запуска ([1], с.23):
 (3.2)
(3.2)
где z-количество повторений запуска деталей в год.
При мелкосерийном производстве изделия изготавливают партиями или мелкими сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) цельно как в обработке, так и в сборке.
Определение количества деталей в партии ([1], с.23):
![]() , (3.3)
, (3.3)
где F – число рабочих дней в году;
N – число деталей (программа);
а – периодичность запуска (а = 3,6,12,24 дней).
Краткая характеристика выбранного типа производства [2].
Мелкосерийный тип производства характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. Коэффициент закрепления операций 20-40.
Используется универсальное и специализированное и частично специальное оборудование. Широко применяются станки с ЧПУ, обрабатывающие центры, а также гибкие автоматизированные системы на основе станков с ЧПУ, связанных транспортирующими устройствами, управляемыми от ЭВМ. Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха, по предметно-замкнутым участкам.
Технологическая оснастка в основном универсальная, Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая значительно повысить коэффициент оснащенности мелкосерийного производства.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды