Классификация и обработка сталей
Содержание
Классификация конструкционных сталей по химическому составу и качеству
Примеры маркировки стали
Схемы и способы разливки стали, их достоинства и недостатки
Схемы и основные способы обработки металлов давлением и применение
Список используемой литературы
Классификация конструкционных сталей по химическому составу и качеству
Сталь- сплав, осн
овой которого является железо с кислородом (до 2%) и добавление других элементов. Получают главным образом из смеси чугуна со стальным ломом в кислородных конвертерах, мартеновских печах и электропечах.
Конструкционная сталь-общее название сталей, предназначенных для изготовления строительных конструкций и деталей машин или механизмов.
По химическому составу различают: стали углеродистые и
легированные, по назначению — конструкционные, инструментальные, стали с особыми физическими и химическими свойствами (нержавеющая, жаропрочная, электротехническая и др.).
Углеродистая сталь, нелегированная конструкционная или инструментальная сталь, содержащая кислород (0,04-2%) и постоянные примеси (марганец, сера, фосфор). Различают низкоуглеродистую (до 0,25% кислорода), среднеуглеродистую (0,25-0,6% кислорода) и высокоуглеродистую (свыше 0,6% кислорода) сталь.
Легированная сталь, помимо обычных примесей содержит легирующие элементы — (хром, никель, молибден, вольфрам, ванадий, ниобий, титан), для придания сплавам определенных физических, химических или механических свойств. Различают низколегированную (суммарное содержание легирующих элементов до 2,5%), среднелегированную (2,5-10%) и высоколегированную (св. 10%) сталь.
Качество стали зависит от содержания в них вредных примесей. Стали классифицируют на группы А, Б, В.
Группа А: Относятся стали обыкновенного качества, они могут иметь повышенное содержание серы (до 0,06%) и фосфора до (0,07%). Механические свойства таких сталей ниже, чем у стали других групп. Основным элементом является углерод. Их выплавляют в кислородных конвертерах и мартеновских печах. Стали обыкновенного качества подразделяют на спокойные (полностью раскисленные), кипящие (не полностью раскисленные) и полуспокойные (занимающее промежуточное положение между спокойными и кипящими).
Группа Б: Относятся качественные стали углеродистые или легированные. В таких сталях содержание серы и фосфора не должно превышать 0,035% каждого. Выплавляют их в мартеновских печах.
Группа В: Относятся высококачественные стали, легированные, выплавляемые в электропечах. В таких сталях содержание серы и фосфора не должно превышать 0,025% каждого.
Особовысококачественные стали выплавляют в электропечах с последующими электрошлаковым переплавом, вакуумнодуговым переплавом. Содержание серы и фосфора до 0,015% каждого.
Примеры маркировки стали
Стали обыкновенного качества обозначают Ст0-Ст6. Чем выше номер, тем выше содержание углерода и прочностные свойства стали. Качественные, высоко качественные и особовысококачественные стали маркируют так: содержание углерода указывают в начале марки цифрой, соответствующей его содержанию. В сотых долях процента для сталей, содержащих до 0,75% углерода - конструкционные стали, и в десятых долях процента, имеющих более 0,75% углерода - инструментальные стали. Легирующие элементы обозначают русскими буквами, например Н (никель); Г (марганец); Х (хром); С (кремний). Если после буквы нет цифры, то сталь содержит 1-1,5% легирующего элемента, если стоит цифра, то она указывает содержание легирующего элемента в процентах. В конце марки высококачественной стали ставят букву «А»: сталь 30ХНМ-качественная, а стали 30ХНМА-высококачественные; у особовысококачественной стали электрошлакового переплава стоит буква «Ш». Для некоторых высококачественных сталей бывают следующие отклонения в обозначении. Все легированные стали и сплавы с особыми физическими свойствами всегда высококачественные, поэтому в марки этих сталей букву «А» не ставят. Шарикоподшипниковые стали обозначают в начале марки буквами «ШХ», затем стоит содержание хрома в десятых долях процента, например, сталь ШХ15. Быстрорежущие сложнолегированные обозначают буквой «Р», следующая за ней цифра указывает на процентное содержание в ней вольфрама. Электротехнические стали обозначают буквой «Э», следующая за ней цифра указывает на процентное содержание в ней кремния.
Схемы и способы разливки стали, их достоинства, и недостатки
Выплавленную в плавильной печи сталь выпускают в сталеразливочный ковш (рис.1) и мостовым краном переносят к месту разливки в слитки. Емкость ковша обычно определяется емкостью плавильной печи и составляет 5 .250 т. Для крупных плавильных печей применяют ковши емкостью до 450 т (диаметром и высотой до 6 м). Сталь разливают в изложницы или кристаллизаторы установок для непрерывной разливки. Изложницы представляют собой чугунные формы для получения слитков различного сечения. Масса слитков для прокатки обычно составляет 10 .12 т (реже — до 25 т), а для поковок достигает 250 . 300 т. Легированные стали иногда разливают в слитки массой в несколько сотен килограммов. Применяют два способа разливки стали в изложницы: сверху и сифоном. При разливки сверху (рис. 2 А) сталь заливают из ковша 2 в каждую изложницу 1 отдельно. При такой разливке поверхность слитков вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов.
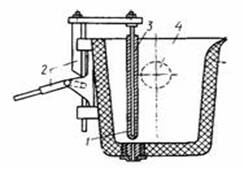
Рис. 1
При сифонной разливки (2 ,Б) сталью заполняют одновременно от 2 до 60 установленных на поддоне 5 изложниц через центровой литник 3 и каналы в поддоне. В этом случае сталь поступает в изложницы снизу, что обеспечивает плавное, без разбрызгивания их заполнение, поверхность слитка получается чистой, сокращается время разливки. Сталь в надставке 4 сохраняется в жидком состоянии, благодаря чему уменьшаются раковина и отходы слитка при обрезке. Разливку сверху обычно применяют для углеродистых, а разливку сифоном — для легированных сталей.
рис.2 рис.3
Непрерывная разливка стали производится на специальных установках — УНРС (рис. 3). Жидкую сталь из ковша 6 через промежуточное устройство 5 непрерывно заливают сверху в водоохлаждаемую изложницу без дна — кристализатор 4, а из нижней его части вытягивают со скоростью 1 .2,5 м/мин с помощью валков 3 затвердевающий слиток. На выходе из кристаллизатора слиток охлаждается водой, окончательно затвердевает и попадает в зону резки, где его разрезают газовым резаком 2 на слитки определенной длины. Полученные слитки с помощью кантователя / опускаются на роликовый конвейер и подаются на прокатные станы. На УНРС получают слитки прямоугольного сечения размерами от 150 Х 500 до 300 Х 200 мм, квадратного со стороной от 150 до 400 мм, а также круглые в виде толстостенных труб. Благодаря непрерывному питанию и направленному затвердеванию в слитках, полученных на УНРС, отсутствуют усадочные раковины. Поэтому выход годных заготовок может достигать 96 . 98 % массы разливаемой стали, поверхность получаемых слитков отличается хорошим качеством, а металл слитка — плотным и однородным строением.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды