Анализ технологической операции изготовления гильзы цилиндра
Как видно, покрытия (Ti, Fe) N и (Ti, Al) N имеют несколько меньший, чем у покрытия ТiN период. Для покрытия (Ti, Fe) N, как и для покрытия (Ti, Zr) N, характерно увеличение ширины b и, следовательно, повышение микротвердости по сравнению с микротвердостью покрытия TiN. Более высокая микротвердость покрытия (Ti, Al) N по сравнению с покрытием ТiN может быть объяснена наличием сильной химическ
ой связи между титаном и алюминием. Остальные макронапряжения sо для покрытий (Ti, Fe) N и (Ti, Al) N являются снимающими, также как и для покрытия (Ti, Zr) N. Таким образом, покрытия (Ti, Fe) N и (Ti, Al) N по своим структурным параметрам и микротвердости практически не отличаются от покрытия (Ti, Zr) N.
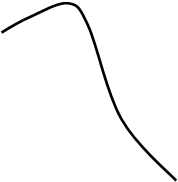
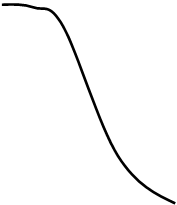
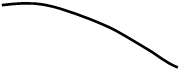
Исследования стойкости режущих инструментов с покрытием в зависимости от скорости V резания показали следующее. При обработке заготовок из сталей 38ХА и 12Х18Н10Т (подача S=0,3 мин/об; глубина резания t=0,5 мм) покрытия (Ti, Fe) N и (Ti, Al) N более эффективны, чем покрытие TiN (см. Рисунок (а) и (б)) (путь L резания для твердосплавных пластин с покрытием (Ti, Fe) N в 1,7-2 раза, а с покрытием (Тi, Al) N - в 2,25 раза больше). При обработке заготовок из стали 38ХА на высоких скоростях резания эффективность покрытий (Ti, Al) N и (Ti, Zr) N примерно одинаковые. При обработке заготовок из стали 12Х18Х10Т наиболее эффективно покрытие (Ti, Al) N.
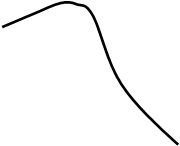
При обработке заготовок из стали 38ХА инструментом, оснащенным пластиной из быстрорежущей стали Р6М5 (S=0,3 мм/об; t=1 мм), получены аналогичные результаты: эффективность покрытий (Ti, Fe) N и (Ti, Al) N выше, чем эффективность покрытий TiN (путь L в среднем 2,75 раза больше), и они имеют примерно одинаковую эффективность с покрытием (Ti, Zr) N (Рисунок (в)).
Следует отметить, что для инструментов с покрытиями (Ti, Al) N и (Ti, Zr) N характерно смещение с экстремума зависимости l=f(v) в сторону больших скоростей резания.
Это, по-видимому, связано с большой физико-химической пассивностью их материала по отношению к обрабатываемому материалу. В то же время инструменты с более пластичными покрытиями ((Ti, Fe) N, у которого Нm=31,4 гПа) лучше сопротивляются адизионно-усталостным процессам и имеют большую стойкость на малых скоростях резания, чем инструменты с покрытиями (Ti, Al) N и (Ti, Zr) N.
а)
|
|
3 | ||||
|
1 |
4 | |||
|
2 | ||||
|
 б)
б)
|
|
3 | ||||||
|
| |||||||
|
2 |
4 | |||||
| |||||||
|
в)
|
|
4 | |||||||
|
|
3 | |||||||
| ||||||||
|
2 | |||||||
|
|
1 | |||||||
| ||||||||
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды