Анализ технологической операции изготовления гильзы цилиндра
5.3. Обоснование выбора станочных приспособлений, металлорежущего и измерительного инструментов
Станочные приспособления, применяемые в проектируемом технологическом процессе, должны соответствовать требованиям точности получаемых на данной операции поверхностей и взаимному их расположению. Желательно применение стандартных, нормализованных приспособлений.
Выбор инструмента и т
ехнологической оснастки нужно производить с учетом:
методов обработки поверхностей;
этапов обработки (черновые, чистовые и другие);
использование смазочно-охлаждающих жидкостей и их виды;
габаритов станка;
материал заготовки и ее состояния.
При выборе приспособлений для базирования и закрепления заготовки на станке воспользуемся принятой схемой базирования в пункте 5.1.
Выбираем следующие станочные приспособления:
1) Четырехкулачковый патрон с независимым перемещением кулачков 7100-0009 ГОСТ 2675-80 [6, с.89] ;
2) Центр плавающий ГОСТ 2576-79 [6, с.72].
Наиболее прогрессивным инструментом является режущий инструмент с твердосплавными неперетачиваемыми пластинами. Поэтому выбираем этот инструмент, при этом преимущество отдадим инструментам с механическим креплением твердосплавных пластин.
Для выполнения технологических переходов операции необходим следующий инструмент:
резец 2103-0711 ГОСТ 20872-80, ([3], с.267), Т5К10 ([2], с.116) - резец токарный с механическим креплением твердосплавных пластин (режущая пластина 01114-220408 ГОСТ19046-80 и опорная пластина 701-2204 ГОСТ 19073-80) с сечением державки 25х25 мм и j =45 о.
При выборе контрольно-измерительных инструментов во внимание следует принять трудоемкость измерений, точность измерений тип производства.
В мелкосерийном производстве приоритет следует отдавать универсальным (шкальным) измерительным средствам. При определении точности инструментов нужно учитывать, что цена деления должна составлять 0,3÷0,5 допуска измерительного параметра, поэтому в качестве мерительного инструмента выбираем:
- штангенциркуль ШЦ-I-125-0,1-2 ГОСТ 166-73;
- скоба СИ-122-0,01 ГОСТ 11098-64;
- микрометр МК 25-0,01 ГОСТ 6507-60.
5.4. Расчет режимов резания
Режимы резания для точение цилиндрической поверхности Æ122h6 определяем расчетно-аналитическим методом.
Исходные данные.
Обработка производится на токарно-винторезном станке с ЧПУ модели 1М63БФ101. Обрабатываемый материал – конструкционная сталь 38ХА с твердостью НВ 260,B = 930 Мпа, Ku тв. спл. = 0.7, Ku б. ст. = 0.8. . Заготовка – штамповка. Диаметр заготовки после предыдущей обработки D=175мм, диаметр готового эксцентрикового колена D=122,6мм.
Паспортные данные станка 1М63БФ101 представлены в пункте 5.2.
Обработка этих поверхностей не является окончательной – после токарной будет проводиться шлифовальная операция.
Обработка ведется сборным резцом для контурного точения, правым, с опорной пластиной 701-2204 ГОСТ 19073-80; способ крепления пластины – одноплечим прихватом. Обозначение резца – 2103-0711 ГОСТ 20872-80 ([3], таблица 22, с.264).
Геометрические параметры режущей части:
угол в плане j=45°;
задний угол a=6°;
передний угол g=6°;
радиус вершины резца r =0,8 мм;
угол наклона режущей кромки l=0°.
Период стойкости Т=30 мин.
Определяем режимы резания.
Так как колено эксцентриковое – припуск будет сниматься неравномерно. Определим максимальную глубину резания.
Глубина резания t, мм, определяется по формуле
t=(DЗАГ – DОБР) /2; (5.1)
где DЗАГ – диаметр заготовки до обработки, мм;
DОБР – диаметр заготовки после обработки, мм;
t=(152,5– 122,6) /2 = 14,95мм
Так как припуск большой, обработку будем производить в 6 проходов. Назначаем глубину резания t=2,5мм.
Подача выбирается по таблице 14 ([2], с.268). Для шероховатости Ra 2,5 и радиуса при вершине r=0,8 мм подача равна S=0,2 мм/об.
Скорость резания v, м/мин, определяется по формуле:
v =![]() ×КV, (5.2)
×КV, (5.2)
где СV ¾– коэффициент, табличная величина;
m, x, y ¾ показатели степеней, табличные величины;
Т ¾ период стойкости, мин;
КV ¾ поправочный коэффициент.
Коэффициент СV и показатели степеней выбираются по таблице 17
([2], с.270): СV =420; x=0,15; y=0, 20; m=0, 20.
Коэффициент КV определяется по формуле:
КV = КMV × КПV × КИV, (5.3)
где КМV ¾ коэффициент, учитывающий влияние материала заготовки;
КПV ¾ коэффициент, учитывающий влияние состояния поверхности;
КМV ¾ коэффициент, учитывающий влияние материала инструмента;
Кj V ¾ коэффициент, учитывающий влияние геометрии резца.
Значение коэффициента КMV определяется по формуле
([2], таблица 1, с.261):
![]() (5.4)
(5.4)
где Кг– коэффициент, характеризующий группу стали по обрабатываемости
B – фактический параметр твердости материала;
nV ¾ показатель степени;
Кг= 0.8 - при обработке резцами из твёрдого сплава ([5], таблица 2, с.262).
nV =1,25 - при обработке резцами из твёрдого сплава ([5], таблица 2, с.262).
КМV =0,8(750/930) 1,25=0,61;
КПV =0,8 - для деталей из поковки([5], таблица 5, с.263);
КИV =0,65 - для инструмента из твёрдого сплава марки Т5К10
([5], таблица 6, с.263).
КV = 0,61×0,8×0,65 = 0,32;
v =(420/ 300,2 ×2,50,15× 0,2 0,2) ´0,32= 84,6 м/мин;
Частота вращения шпинделя n, об/мин, определяется по формуле:
n =![]() ; (5.5)
; (5.5)
где D - диаметр заготовки, формируемый при обработке.
n =(1000×84,6) /(3,14×175) =153,9 об/мин;
Корректируем частоту вращения шпинделя по станку. Принимаем, согласно паспортным данным станка, n=150 об/мин. Определяем скорректированную скорость резания:
 (5.6)
(5.6)
Определяем минутную подачу по формуле:
Sм=Sо×n =0,25×150 =37,5 мм/мин; (5.7)
Выполним проверку достаточности мощности станка. Мощность, потребная на резание определяется по формуле:
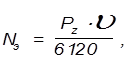 (5.8)
(5.8)
где Pz – тангенциальная составляющая силы резания.
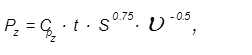 (5.9)
(5.9)
где Cp – коэффициент, зависящий от угла в плане.
Принимаем Cp =285 – для j = 45° ([6], табл.2, с.42).
Pz = 285 × 0,25 ×0,2 0,75 82,4 - 0,5=9,4
Nэ=9.4×82.4/6120=12 кВт
Следовательно, при таком режиме резания обработка на выбранном станке возможна.
Результаты расчёта сведены в таблицу (таблица 5.3):
Таблица 5.3 - Режимы резания при обработке поверхности Æ122,6
|
Параметр |
Величина |
|
Глубина резания, мм |
2,5 |
|
Подача, мм/об |
0,2 |
|
Частота вращения шпинделя, об/мин |
150 |
|
Минутная подача, мм/мин |
37,5 |
|
Скорость резания, м/мин |
82,4 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды