Анализ технологической операции изготовления гильзы цилиндра
Концентрация нескольких различных операций на одном станке для одновременной или последовательной обработки большим количеством инструментов с высокими режимами резания и автоматизацией вспомогательных приемов.
Применение электрохимических и электрофизических способов размерной обработки деталей.
Развитие упрочняющей технологии, т.е. повышение прочностных и эксплуатационных свойств дета
лей путем упрочнения поверхностного слоя механическим, термическим, термомеханическим, химикотермическим способами.
Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы детали и машины в целом, эффективное использование автоматических и поточных линий, станков с ЧПУ - все это направлено на решение главных задач: повышение эффективности производства и качества продукции.
1. Анализ служебного назначения машины, узла, детали. Описание конструктивных отличий детали и условий эксплуатации
Процесс создания машины складывается в основном из двух частей: проектирования и изготовления. Оба эти процесса взаимосвязаны и преследуют одну и туже цель – создание машины удовлетворяющей заданному служебному назначению. Эксплуатационные показатели качества машины зависят не только от ее конструкции, но и в большей степени от технологии изготовления деталей и сборки в изделие.
Поэтому четкое определение назначения машины, конкретизация ее функции, а также области и условий эксплуатации, причин выхода ее из строя необходимо для обоснованной постановки задач по разработке ТП изготовления и сборки изделия.
Выбранная для курсового проекта деталь является составной частью радиально-поршневого гидромотора.
Радиально-поршневый гидромотор является машиной высокого класса точности и требует соответствующей технологии изготовления. При проектировании такой машины особое внимание следует уделять выбору величины допусков и зазоров для посадок поршней и распределительного вала. Для подбора подшипниковых пар необходимо учитывать рекомендации изготовителей подшипников. Все остальные подвижные детали должны выполняться с минимальными зазорами ходовых посадок и допускать качественную сборку, чтобы узлы работали без повреждения поверхности и повышенного трения. Центральный распределительный вал (эксцентриковый) следует изготавливать из стальной поковки, с поверхностной закалкой ТВЧ. Проходная площадь сверлений в поршнях должна выбираться, исходя из значений скорости масла в пределах 1,5 – 3 м/сек, в зависимости от размера. Распределительные валы могут устанавливаться в крышках на прессовой или на скользящей посадке. Корпусы и крышки таких насосов могут изготавливаться из стального литья, или из модифицированного чугуна.
В качестве материала для ротора используются как сталь, так и цветные металлы (латунь и бронза). В современных конструкциях обычно используются стали. Поршни насоса изготавливаются из стального проката с последующей цементацией и закалкой. Бронза в паре с чугуном хорошо подходит в качестве материала для башмаков поршней или скользящих сегментов насосов.
Данный радиально-поршневый насос мод. АК-60 изготавливается на СМНВО им. Фрунзе как гидропривод установки для ремонта и бурения скважин. Эта установка изготавливается на базе шосси автомобиля КРАЗ и является передвижной. В маркировке насоса 60 т – его грузоподъемность.
Техническая характеристика радиально-поршневого
гидромотора МРФ-1000/25М1
|
Название показателя |
Значение показателя |
|
Рабочий объем, см |
1000 |
|
Частота вращения, об/мин: номинальная максимальная минимальная |
240 378 5 |
|
Расход номинальный, л/мин |
253 |
|
Давление на входе, МПа: номинальное максимальное |
25 32 |
|
Давление на выходе, МПа: максимальное минимальное |
2.5 0.3 |
|
Номинальный перепад давления, МПа |
24.7 |
|
Максимальное давление дренажа, МПа |
0.05 |
|
Гидромеханический КПД, % |
не менее 92 |
|
Общий КПД,% |
не менее 87 |
|
Масса без рабочей жидкости, кг |
не более 150 |
|
Номинальная мощность, кВт |
89 |
|
Номинальный крутящий момент, Н·м |
3613 |
|
Крутящий момент страчивания, Н·м |
3258 |
|
Допускаемая нагрузка на конце вала, Н: осевая радиальная |
1000 3000 |
Рассматриваемая в данном курсовом проекте деталь вал эксцентриковый 6 в узле устанавливается на радиально-упорных роликоподшипниках 42 (см. приложение А) и является исполнительным органом машины.
Схема базирования детали вал эксцентриковый в узле при сборке приведена ниже на рисунке 1.1.
Как и было указано выше в требованиях к радиально-поршневым гидромоторам, распредвал изготавливается из стальной поковки, исполнительные его поверхности поддаются закалке ТВЧ.
Проанализируем основные поверхности детали.
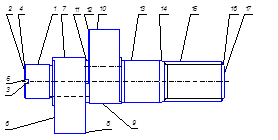
Рисунок 1.1. – Конструктивные элементы детали
Цилиндрические поверхности 1 и 13 являются основными конструкторскими базами и определяют положение детали в узле.
Поверхности 4 и 16 (фаски) предназначены для повышения технологичности детали, так же как и поверхности 8 и 12.
Поверхности вала 7 и 10 являются исполнительными, так как благодаря этим поверхностям деталь исполняет свою функцию – передаёт движение поршням гидромотора. В данном проекте подробно будет рассмотрен процесс механической обработки этих поверхностей.
Поверхности шпоночного паза 3 и 5 являются конструкторскими и служат для передачи вращающего момента через специальную пластину 16 на золотник (распределитель).
Конусная поверхность 14 повышает технологичность детали.
На цилиндрической поверхности 15 нарезаны шлицы D-8x56x65f7-10f9. Эта часть вала передаёт вращающий момент от электродвигателя.
Все поверхности детали доступны для механической обработки. Наличие большого количества поверхностей с различными диаметрами увеличивают трудоемкость изготовления. Все поверхности подвергаются механической обработке.
Данная деталь будет изготавливаться из проката. В сущности прокат является наиболее выгодной заготовкой и по стоимости изготовления, и по количеству отходов (относительно не - высокому). Однако, специфика изготовления вала приводит к тому, что коэффициент использования материала довольно невысок 0,65 - 0,7 (большое количество металла идет на образцы для испытаний).
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды