Устройства функциональной электроники
4. Процессы очистки, промывки и пропитки поверхности
При нанесении различных жидких материалов на поверхность твердых тел происходит их смачивание, определяемое силами сцепления жидкости и поверхности твердого тела. Хорошее смачивание необходимо в процессах, в которых осуществляется взаимодействие жидкой среды с поверхностью (нанесение фотоэмульсий, жидких красителей, травление, лужение, па
нка, очистка химическими растворителями, пропитка и т. п.).
Стабильные результаты при смачивании поверхности жидкостью можно получить только при наличии достаточно чистой поверхности твердого тела. Поэтому тщательная очистка поверхности жидкими растворами характерна для ТП, связанных с нанесением пленок или паст (нанесение покрытий, пропитка, осаждение пленок и т. п.).
Основные виды загрязнения поверхности (жиры, пыль, припои, оксиды, соли) можно удалить с помощью жидких растворителей. Для интенсификации процессов растворения применяются гидродинамическая (отмывка щетками и сильной струей растворителя) и гидроакустическая (отмывка с помощью акустических волн, распространяющихся в растворителе) обработки.
По своей физико-химической природе растворители делятся на неорганические (вода, соли, кислоты, щелочи), органические (ацетон, четыреххлористый углерод, бензин и др.), смешанные (спиртовые растворы, водные растворы органических кислот), а также расплавы металлов и солей (ртуть, олово, галлий, припои и др.). Неорганические растворители, как правило, гидрофильны. По своей природе они относятся к классу электролитов, хорошо растворяют оксиды, соли и другие полярные соединения.
Органические растворители являются гидрофобными и относятся к классу неэлектролитов. Они хорошо растворяют примеси органического происхождения (неполярные или слабополярные вещества), например жиры, минеральные масла.
Смешанные растворители состоят из смесей растворителей обоих типов.
Расплавы металлов и солей используются как растворители при повышенных температурах ТП.
Пока еще не известен растворитель, который мог бы очищать поверхность от всех загрязнений. Поэтому используются многостадийные методы очистки поверхностей в растворах разного типа. Очистка растворителями интенсифицируется с помощью нагрева или применения ультразвука. При нагревании снижаются вязкость и поверхностное натяжение растворителя, что облегчает проникновение его в зазоры и поры для удаления загрязнений. Те же функции выполняет ультразвук частотой 40—700 кГц.
Перемешивание растворителя увеличивает массопередачу растворенного вещества от поверхности в глубь раствора, обеспечивая приток раствора, менее загрязненного примесью, к поверхности.
В табл. 4.2 приведены физико-химические свойства основных растворителей, используемых для очистки поверхностен изделий, а в табл. 4.3 дан перечень растворяемых в них загрязняющих веществ.
На обрабатываемых поверхностях деталей присутствуют жиры и минеральные масла, нерастворимые в воде. Удалить их с поверхности можно лишь органическими растворителями или щелочными растворами. Под действием щелочи жиры омыляются, образуя растворимые в воде соли жирных кислот (мыла) и глицерин, согласно взаимодействию стеарина с едким натром.
Для удаления загрязнений могут использоваться различные механические и гидродинамические приспособления: щетки, полотна, сильные водяные струи и т. п.
При подготовке поверхностей деталей или узлов к нанесению жидких эмульсий (смачивание), пропитке с целью герметизации и изоляции и т. п. необходимо обеспечить максимальную адгезию этих материалов с подложкой. Тщательная очистка поверхности недостаточна для обеспечения надежной адгезии. Следует повысить и физико-химическую активность поверхности, что достигается ее химическим травлением. Травитель должен очищать поверхность, удаляя с нее вредные для дальнейших ТП вещества.
Большинство изделий и деталей РЭА выполняется из различных веществ или материалов. Поэтому травильные растворы имеют селективный характер, т. е. способны растворить один материал, не затрагивая другие. Составы травителей подбираются экспериментально в зависимости от свойств поверхности, которые необходимо получить, заданной скорости травления, удобства работы с травителем и его хранения, токсичности, горючести, стоимости и т. п.
Хорошие адгезионные свойства поверхности позволяют обеспечить высокое качество ТП пропитки изделий РЭА. Целью пропитки как ТП производства РЭЛ является увеличение влаго- и термостойкости изделий, а также улучшение их механических и электрических свойств (ликвидация вибраций в катушках индуктивности и трансформаторах, снижение токов утечки, исключение явлений ионизации, улучшение теплоотвода и т. п.).
При пропитке пропитывающий материал должен проникнуть во все щели, вытесняя из них воздух, и хорошо смочить обрабатываемую поверхность. Это возможно только при достаточно высокой адгезии материала с поверхностью обрабатываемого изделия или детали, т. е. при малой вязкости пропитывающего материала; достаточно чистой поверхности обработки и удалении воздуха из щелей за счет разрежения.
Это обеспечивается выбором маловязких пропитывающих жидкостей и их нагреванием непосредственно перед пропиткой; тщательной очисткой и травлением поверхностей описанными методами; применением вакуумной пропитки или пропитки под давлением.
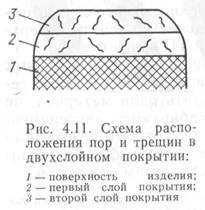
Пропитка, как и любое другое покрытие поверхностей, осуществляется в несколько стадий. При этом образуется многослойная покрывающая структура, предохраняющая поверхность от воздействия различных внешних факторов за счет несовпадения рельефа трещин и порв соприкасающихся слоях (рис. 4.11).
Хемоадгезия по аналогии с хемосорбцией повышает адгезию покрытия за счет образования химических связей, особенно сильно проявляющихся при наличии на поверхности и в покрытии гидроксильных или фенольных групп (рис. 4.12).


Часто для снижения вязкости пропитывающие термореактивные смолы разбавляют растворителями, которые затем удаляются при отверждении . Однако удаление растворителей при отверждении может привести к появлению новых пор и трещин. Кроме того, большинство растворителей являются химически активными веществами, способными растворять материалы конструктивных элементов изделия (эмали обмоточных проводов, пленки и т. п.). Поэтому с физико-химической и технологической точек зрения лучше подбирать такие составы для пропитки, которые можно использовать без растворителей, например на основе эпоксидных полиэфирных и полиуретановых смол.
Если требуется получить малую вязкость пропитывающего материала при низких температурах, следует использовать полиэфирные смолы. Достоинствами таких смол являются их доступность и низкая стоимость. Если необходима высокая эластичность пропитывающего материала после отверждения, то нужно применять полиуретановые смолы.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Защита информации в сетях связи с гарантированным качеством обслуживания
- Индикация модулей базовой мобильной станции Ericsson RS4000
- Идентификация и моделирование технологических объектов
- Организация проектирования электронной аппаратуры. Техническая документация
- Проектирование гибридных интегральных микросхем и расчет элементов узлов детектора СВЧ-сигналов
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем