Автоматизация и моделирование технологического процесса
1 АВТОМАТИЗАЦИЯ ПРОЦЕССА
Автоматизация – направление развития производства, характеризуемое освобождением человека не только от мускульных усилий для выполнения тех или иных движений, но и от оперативного управления механизмами, выполняющими эти движения. Автоматизация может быть частичной и комплексной.
Комплексная автоматизация характеризуется автоматическим выполнением всех функций
для осуществления производственного процесса без непосредственного вмешательства человека в работу оборудования. В обязанности человека входит настройка машины или группы машин, включение и контроль. Автоматизация – это высшая форма механизации, но вместе с этим это новая форма производства, а не простая замена ручного труда механическим.
С развитием автоматизации все более широкое применение находят промышленные роботы (ПР), заменяя человека (или помогая ему) на участках с опасными, вредными для здоровья, тяжелыми или монотонными условиям труда.
Промышленный робот – перепрограммируемый автоматический манипулятор промышленного применения. Характерными признаками ПР являются автоматическое управление; способность к быстрому и относительно легкому перепрограммированию , способность к выполнению трудовых действий.
Особенно важно то, что ПР можно применять для выполнения работ, которые не могут быть механизированы или автоматизированы традиционными средствами. Однако ПР – всего лишь одно из многих возможных средств автоматизации и упрощения производственных процессов. Они создают предпосылки для перехода к качественно новому уровню автоматизации – созданию автоматических производственных систем, работающих с минимальным участием человека.
Одно из основных преимуществ ПР – возможность быстрой переналадки для выполнения задач, различающихся последовательностью и характером манипуляционных действий. Поэтому применение ПР наиболее эффективно в условиях частой смены объектов производства, а также для автоматизации ручного низкоквалифицированного труда. Не менее важным является и обеспечение быстрой переналадки автоматических линий, а также комплектация и пуск их в сжатые сроки.
Промышленные роботы дают возможность автоматизировать не только основные, но и вспомогательные операции, чем и объясняется постоянно растущий интерес к ним.
Основные предпосылки расширения применения ПР следующие:
повышение качества продукции и объемов ее выпуска при неизменном числе работающих благодаря снижению времени выполнения операций и обеспечению постоянного режима «без усталости», росту коэффициента сменности работы оборудования, интенсификации существующих и стимулированию создания новых высокоскоростных процессов и оборудования;
изменение условий труда работающих путем освобождения от неквалифицированного, монотонного, тяжелого и вредного труда, улучшения условий безопасности, снижения потерь рабочего времени от производственного травматизма и профессионально-технических заболеваний;
экономия рабочей силы и высвобождение трудящихся для решения народнохозяйственных задач.
1.1 Построение и расчет схемы модели «жесткий вывод – отверстие печатной платы»
Существенным фактором в реализации сборочного процесса является обеспечение собираемости электронного модуля. Собираемость зависит в большинстве случаев от точности позиционирования и усилий, необходимых для сборки элементов конструкции модуля, конструктивно-технологических параметров сопрягаемых поверхностей.
В варианте, когда в отверстие платы вводится жесткий вывод, можно выделить следующие характерные виды контакта сопрягаемых элементов:
бесконтактный проход вывода через отверстие;
контакт нулевого вида, когда конец вывода касается образующей фаски отверстия;
контакт первого вида, когда конец вывода касается боковой поверхности отверстия;
контакт второго вида, когда боковая поверхность вывода касается кромки фаски отверстия;
контакт третьего вида, когда конец вывода касается боковой поверхности отверстия, а поверхность вывода – кромки фаски отверстия.
В качестве классификационных признаков выделения видов контактов приняты: изменение нормальной реакции в точке контакта; сила трения; форма упругой линии стержня.
На надежную работу установочной головки значительное влияние оказывают допуски отдельных элементов. В процессах позиционирования и перемещения возникает цепочка допусков, которая в неблагоприятных случаях может привести к ошибке при установке ЭРЭ, приводя к некачественной сборке .
Собираемость изделия зависит, таким образом, от трех факторов:
размерных и точностных параметров сопрягаемых поверхностей компонентов изделия;
размерных и точностных параметров сопрягаемых поверхностей базового элемента изделия;
размерных и точтностных параметров позиционирования исполнительного органа с расположенным в нем компонентом.
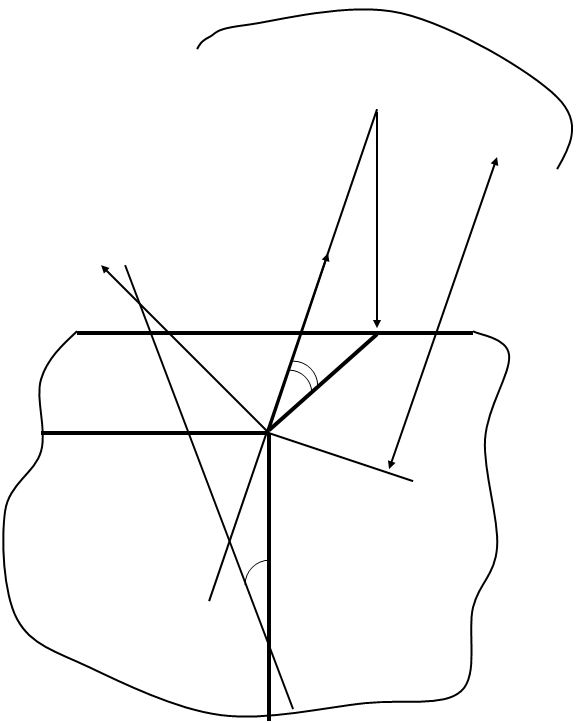
Рассмотрим случай контакта нулевого вида, схема которого изображена на рисунке 1.1.
 |
![]()
![]()
![]()
![]() Mг
Mг
![]()
![]()
![]()
![]() Rг
Rг
N
R F l
![]()
 Q
Q
 |
![]() j
j
Рисунок 1.1 – Расчетная схема контакта нулевого вида.
Исходные данные:
F – сборочное усилие, направленное по ходу головки;
F = 23 Н;
f – коэффициент трения;
f = 0,12;
l = 8 мм;
j = 45°;
Q =30°.
Rг – реакция сборочной головки, перпендикулярная ее ходу;
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Автоматизация и диспетчеризация систем электроснабжения
- Анализ компонентов системы передачи Е1
- Система автосопровождения источника сигнала по направлению
- Разработка стереовидеокамеры
- Ансамбли различаемых сигналов. Структура устройств распознавания портретов. Оптимальная обработка некоррелированных портретов
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем