Разработка технологического процесса восстановления гильзы цилиндра ЗИЛ-130
Гильзы цилиндров, вышедшие за ремонтный размер или не имеющие ремонтных размеров, восстанавливают одним из следующих методов: постановкой легкосъёмных тонких пластин; железнением; хромированием; электроконтактной приваркой ленты; термопластическим обжатием; индукционной центробежной наплавкой и др.
Выбор способа восстановления зависит от конструктивно-технологических особенностей и условий
работы деталей, их износа, технологических свойств самих способов восстановления, определяющих долговечность отремонтированных деталей, и стоимости их восстановления. Оценка способа восстановления дается по трем критериям - применимости, долговечности и экономичности.
Критерий применимости (технологический критерии) определяет принципиальную возможность применения различных способов восстановления по отношению к конкретным деталям. Этот критерий не может быть выражен числом и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления деталей, если этих способов несколько. Решая вопрос о применимости того или иного способа ремонта, надо использовать данные авторемонтных предприятий страны, информацию журнала "Автомобильный транспорт" и других литературных источников. Критерий долговечности определяет работоспособность восстанавливаемой детали и выражается коэффициентом долговечности Кд как отношение долговечности восстановленной детали к долговечности новой детали. Чтобы обеспечить работоспособность детали на весь межремонтный пробег агрегата, принимаемый способ восстановления должен удовлетворять требуемому значению Кд (не ниже 0,85). Критерий экономичности определяет стоимость СВС восстановления детали. Значение СВС можно определить после окончательной разработки технологического процесса и установления норм времени. Для выбора рационального способа по критерию экономичности необходимо произвести расчет себестоимости по нескольким вариантам технологического процесса. В учебном варианте проекта для простоты допускается принимать значение СВС по прейскурантам, данным авторемонтных предприятий или удельной себестоимости восстановления.
2.2 План технологического процесса
Обработка под ремонтный размер является основным способом восстановления внутренней поверхности гильзы. Гильзы карбюраторных двигателей типа ЗМЗ имеют три ремонтных размера, а типа ЗИЛ - два через 0,5 мм. Гильзы дизелей имеют один ремонтный размер, увеличенный на 0,5 мм или 0,7мм относительно номинального. Все современные автомобильные, тракторные, и комбайновые двигатели, как, правило, выполнены со сменными гильзами. Гильзы цилиндров одного блока обрабатывают под один и тот же ремонтный размер. Схема маршрутов восстановления гильз методом ремонтных размеров представлена на рисунке 2.
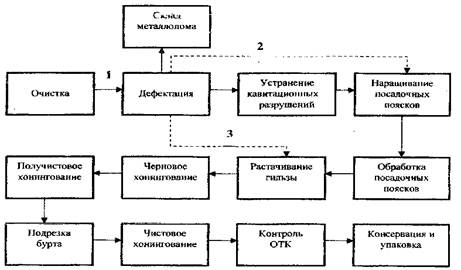
Рис 2. Схема маршрутов (1 .3) технологического процесса восстановления гильз цилиндров
Коротко рассмотрим рекомендуемые операции, применяемое оборудование, приспособления, инструменты, материалы и технические условия основного маршрута восстановления гильз цилиндров (маршрут 1).
Очистка.
Загрязнения поверхностей гильз цилиндров удаляют с помощью водных растворов технических моющих средств (ТСМ). ТСМ представляют собой многокомпонентные композиции включающие в свой состав поверхностно - активные вещества (ПАВ) и активные солевые добавки (карбонаты, силикаты, фосфаты). Наиболее эффективная очистка от отложений накипи, нагара, продуктов коррозии производится щелочным расплавом. Расплав состоит из следующих компонентов (% по массе): гидроксид натрия - 60 .70, нитрат натрия - 25 .35, хлорид натрия - 5. Деталь выдерживают в растворе 5 .12 минут, промывают в проточной воде, протравливают в кислотном растворе и промывают в горячей воде.
Установку для мойки и очистки выбирают в зависимости от среднего объёма восстанавливаемых деталей. При большом объёме деталей руководствуются картой типового технологического процесса очистки (КТТП).
Дефектация.
Явные неустранимые дефекты гильз цилиндров можно определить визуальным контролем (трещины, сколы, раковины от ржавчины рядом с опорным буртом, также когда их количество превышает норму).
Скрытые неустранимые дефекты определяют при помощи приспособлений и приборов (средств неразрушающего контроля).
Геометрические параметры устанавливают измерительным контролем. Износ, овальность, конусность рабочей поверхности контролируют индикаторным нутромером НИ - 100 - 160. Износ опорного бурта (измерение высоты) устанавливают микрометром. Он составляет 0,08 .0,10 мм. Износ посадочных поясков определяют измерением их диаметра и овальности с помощью приспособления КИ - 3343 ГОСНИТИ, биение опорного торца бурта и посадочных поясков относительно внутренней поверхности гильзы - приспособлением КИ - 3340 ГОСНИТИ.
Результаты измерений должны заноситься в карту технических требований на дефектацию, где оформляется заключение о способе устранения дефекта.
Склад металлолома.
При выявлении невосстанавливаемых дефектов или если гильзу экономически не выгодно восстанавливать (износ внутренней поверхности больше 0,35 мм), делают заключение о её негодности и по предварительной договорённости с заказчиком отправляют на склад металлолома.
Устранение кавитационных разрушений.
Дефекты наружной поверхности чаще всего устраняют нанесением на предварительно подготовленную и подогретую до температуры 60°С поверхность композиции на основе эпоксидной смолы. Более простой метод электроконтактная приварка стальной пластины. Пластина из стали 10 или 20 толщиной 0,3 мм должна на 5 .10 мм перекрывать поврежденный участок.
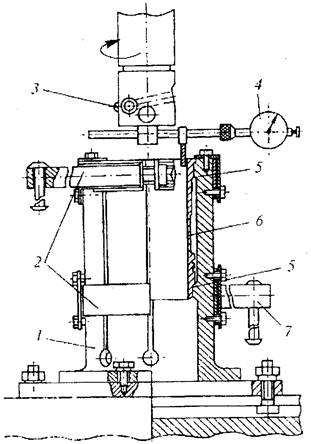
Рис 3. Схема приспособления для крепления гильз при растачивании: 1 - корпус; 2 - нижний и верхний зажимы; 3 - резец; 4 - индикаторное приспособление; 5 - верхний и нижний посадочные пояски; 6 - гильза; 7 - стяжной винт с рукояткой
Поэтому допускается разностенность гильзы не более 0,1 мм. После центрирования приспособление закрепляют на столе станка. Затем с помощью микрометра устанавливают вылет резца (мм) на необходимый размер. Так как верхняя (10 .15 мм) и нижняя (30 мм) части гильзы не закалены, а износ "зеркала" неравномерный, то при расточке сила резания резко изменяется и отжим резца по длине гильзы неодинаковый. Поэтому чтобы уменьшить припуск на хонингование более эффективно применять для расточки гильз резцов, оснащённых вставками из сверхтвёрдых синтетических материалов эльбор и гексанит. Их стойкость до переточки достигает 70 гильз, обычные резцы перетачивают после 5 .7 гильз. При оптимальных режимах расточки овальность и конусность расточенных гильз составляет 0,01 - 0,03 мм, а припуск на черновое хонингование - 0,05 - 0,07 мм.
Черновое хонингование.
После растачивания отверстие гильзы обрабатывают на хонинговальных станках 3Г833 и 3А83С-33. Гильзу закрепляют в диафрагменном приспособлении, что уменьшает её деформацию и повышает точность обработки (рис.4). В зазор между диафрагмой 2 и гильзой 3 подают под давлением 0,4 .0,5 МПА воздух. Резиновая диафрагма плотно облегает наружную поверхность гильзы и удерживает её от перемещения при хонинговании.
Другие рефераты на тему «Транспорт»:
- Система управления ДПТ путем регулирования тока возбуждения
- Топливная система ГАЗ
- Расчет параметров рабочего процесса и выбор элементтов конструкции тепловозного двигателя
- Публично-правовое регулирование деятельности на внутреннем водном транспорте
- Проектирование предприятий автомобильного транспорта
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск