Разработка технологического процесса восстановления гильзы цилиндра ЗИЛ-130
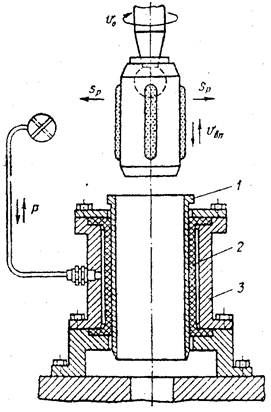
Рис.4. Схема приспособления для крепления гильзы при хонинговании: 1 - гильза; 2 - диафрагма; 3 - корпус; VO - окружная скорость хонингования; VP - давление сжатия брусков; VВП - скорость возвратно-поступательного движения; Р - давление воздуха
Длина хода хонинговальной головки должна быть такой, чтобы выход (п
робег) брусков за края цилиндра был равен 1/3 их длины. При меньшем, ходе наблюдается бочкообразность гильзы, а при большем - корсетность. Длину брусков принимают равной половине высоты гильзы. Число брусков в хонинговальной головке должно быть таким, чтобы общая ширина их была не менее 20% длины окружности обрабатываемой гильзы.
Хонингование ведут в режимах: окружная скорость - 60 .80 м/мин; возвратно - поступательная скорость - 15 - 25 м/мин; давление на бруски - 0,5 .1,0 МПа.
Черновое хонингование производят брусками КЗ1ОСТ1К или алмазными брусками АС6М1 стопроцентной концентрации с содержанием алмазов в бруске 3,5 карата. При черновом хонинговании снимают основную долю припуска (0,1 .0,12 мм на диаметр) и исправляют погрешность геометрической формы отверстия (овальность, конусность и др.) после растачивания. В качестве СОЖ (состав охлаждающей жидкости) применяют керосин или смесь из 90% керосина и 10% индустриального масла, кроме охлаждения производится удаление абразивных частиц, возникающих в результате процесса хонингования. Припуск на получистовое хонингование 0,03 .0,04 мм.
Получистовое хонингование.
Для обеспечения требуемой шероховатости поверхности проводят вторую операцию хонингования брусками КЗМ 20СМ1К или алмазными брусками АСМ 20М1 стопроцентной концентрации. Давление на бруски 0,4 .0,6 МПа. После обработки шероховатость поверхности Ra = 0,4 мкм. Припуск на чистовое хонингование 0,01 - 0,03 мм.
Подрезка бурта.
Изношенный торец опорного бурта подрезают до выведения следов износа перед последующей операцией хонингования, на токарно-винторезном станке.
Чистовое хонингование.
При третьей операции хонингования окончательно убирают припуск на обработку и сверяясь с показаниями приборов активного контроля добиваются наименьшего ремонтного размера гильзы. Давление на бруски 0,3 .0,5 МПа. После обработки шероховатость поверхности Ra = 0,2 .0,16 мкм.
Контроль ОТК.
После механической обработки гильзы очищают и моют затем контролируют в соответствии с техническими требованиями и сортируют на размерные группы по диаметру внутренней поверхности.
Качество гильз проверяют по следующим признакам: диаметру посадочного пояска (верхнего и нижнего); внутреннему диаметру; шероховатости внутренней рабочей поверхности. Консервация и упаковка.
Если гильзы цилиндров не отправляются на рабочее место сборки шатунно-поршневой группы то их отправляют на пункт консервации, где гильзы маркируются. Маркируют гильзу заглавной русской буквой в соответствии с размерной группой, при этом перед буквой ставится цифра соответствующая ремонтному размеру, например: 2А, 2Б, 2В и т.д. Обычно обозначение размерной группы указывается на торце гильзы, у некоторых "мокрых" гильз ставят резиновое клеймо на внешней стороне в специально подготовленную плоскость, в виде образующей диаметра.
При необходимости длительного хранения гильзы упаковываются в вощённую бумагу и сдаются на склад запасных частей, где оформляется Акт приёма - передачи в двух экземплярах, один из которых остаётся на складе.
Данная схема технологического процесса является типовой и наиболее экономически эффективной при восстановлении гильз цилиндров до ремонтного размера. По данной схеме составляется маршрутная карта по ГОСТ 3.1122 - 84, которая корректируется с учётом оборудования, станков, приспособлений и технических условий ремонта на предприятии.
Восстановление гильз цилиндров вышедших, за ремонтный размер.
На авторемонтных заводах восстанавливают гильзы цилиндров, вышедшие за ремонтный размер в основном по технологии постановки ДРД (дополнительной ремонтной детали).
2.3 Разработка операций по восстановлению гильзы цилиндра автомобиля ЗИЛ-130
2.3.1 Содержание операций
Исходные данные анализируются по карте технических требований на дефектацию. Для данного примера:
Обломы и трещины, после осмотра и испытания на герметичность, воздухом под давлением 3 .4 кг/см2 - отсутствуют (не ремонтировать).
Наличие раковин на плоскости омываемой водой, после осмотра - отсутствуют (не ремонтировать).
Износ внутренней плоскости после измерения нутромером индикаторным НИ - 100 .150. Ремонтировать - растачивать, хонинговать, до наименьшего ремонтного размера. Номинальный 100+0,06 мм, первый ремонтный размер 100,5+0,06 мм.
Износ верхнего и нижнего 4 посадочных поясков, после измерения микрометром МК 100 .125 - допустимый без ремонта (менее 0,1мм). Зачистить.
В качестве рабочего документа оформляется операционная карта механической обработки. Разработка операций производится в такой же последовательности как при механической обработки новых деталей.
Составляется план обработки детали.
Выбирают (в зависимости от наличия на предприятии):
оборудование для механической обработки детали;
способ установки детали и приспособлений крепления к станку;
режущий инструмент (резец или шлифовальный брусок, бруски для хонингования);
измерительный инструмент (НИ 60 .100 или НИ 100 .160, МК 75 .100 или МК 100 .125, индикаторное приспособление для центрирования гильзы со шпинделем станка или шариковая оправка).
Определяют межоперационные припуски на обработку поверхностей.
2.3.2 Расчет припусков на обработку
Установление минимальных припусков, т.е. слоя материала, удаляемого с поверхности детали при ее обработке, является важным вопросом с точки зрения качества обработки и себестоимости изделия. При этом различают промежуточный припуск - слой металла, необходимый для выполнения технологического перехода, а также общий припуск - слой металла, необходимый для выполнения всей совокупности технологических переходов.
Минимальный припуск на обработку выбирается помощью справочных таблиц.
2.3.3 Расчет режимов обработки
При расчете режимов точения необходимо пользоваться справочником с нормативами.
Назначаем оборудование - расточной станок модели 2А78Н.
Точение ведут резцами оснащенными пластинами из эльбора или твердого сплава ВК6.
Глубина резания ![]()
Подача при резании s = 0,03…0,05 мм/об
Скорость резания 80…100 м/мин
Частота вращения шпинделя
![]() (1)
(1)
где D - диаметр гильзы после расточки (96 мм)
![]()
Основное время для расточки гильзы
![]() (2),
(2), ![]()
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск