Датчик шума
Перечень технологического оборудования
1. установка для пайки погружением
2. персональный компьютер
3. виброустановка
4. шкаф сушильный КП – 4506
5. автомат для нанесения паяльной пасты DEK 260
6. Установка отмывки трафарета тип355 / Ех
7. автомат SIPLACE 80F
8. установка оплавления паяльной пасты HotFlow 7
9. Паяльная стан
ция Weller WS81 С ЖАЛОМ ET-GW
10. Микроскоп «Mantis»
Описание специальной технологической оснастки
Под технологической оснасткой, используемой в производстве РЭА, понимают приспособления, вспомогательный и измерительный инструмент. Приспособлением называется дополнительное устройство или оборудование, служащее для ориентации, транспортирования и, установки, закрепления, монтажа деталей и сборочных единиц. Вспомогательный инструмент – это дополнительное устройство к оборудованию, служащее для установки и закрепления инструмента. Потребности предприятия в оснастке следует определять на основании: объема основного производства РЭА; номенклатуры оснастки по технологической документации; нормам расхода оснастки. Расчет потребности по каждому виду оснастки следует проводить для действующего производства РЭА и производства новых изделий отдельно. Потребность в оснастке для производства новой РЭА следует определять с учетом: плановых сроков и трудоемкости освоения и выпуска изделий; планируемой продолжительности выпуска изделий; организационных форм производства РЭА в период ее освоения и выпуска. Все приспособления делят по видам обработки (сборки) для различных условий и типов производства РЭА. Приспособления, как и всю оснастку, выполняют по 6 системам: неразборные специальные приспособления (НСП); универсальные безналадочные приспособления (УБН); универсально-безналадочная оснастка (УБО); сборно-разборные приспособления (СРП); универсально-наладочные приспособления (УНП); специализированные наладочные приспособления (СНП). В хорошо организованном производстве РОЭА следует применять те виды приспособлений, которые обеспечивают наибольшую точность, экономичность, маневренность и производительность труда. При проектировании ТП производства РЭА технолог должен стремиться к наибольшему использованию покупной технологической оснастки в рамках 6 выделенных систем оснастки. Технико-экономическое обоснование рациональности выбранной системы оснастки определяется путем расчета коэффициента загрузки единицы технологической оснастки К![]() и определения рентабельности применения приспособления того или иного типа соответственно сроку выпуска (изготовления) РЭА.
и определения рентабельности применения приспособления того или иного типа соответственно сроку выпуска (изготовления) РЭА.
В качестве технологической оснастки используется трафарет для нанесения паяльной пасты на контактные площадки печатной платы. Трафарет выполнен из легированной стали, представляет собой прямоугольный лист с отверстиями для нанесения паяльной пасты. На поверхности трафарета расположены знаки совмещения трафарета и печатной платы, которые представляют собой вырубленные отверстия в виде крестов. Чертеж трафарета приведен на втором листе графической части.
Параметры изготовления
Диаметр луча (ширина реза) – 0,040 мм
(Размер получаемой прорези – 0,050 ммм, т. к. нужен запас для хода луча. Минимальный размер перемычки в материале между апертурами – не менее 0,1 мм)
Точность позиционирования – ±0,001 мм (высокая точность позиционирования достигается за счет применения цельногранитного массивного основания и системы воздушных подшипников. С помощью них рабочий стол установки зависает над основанием на миниатюрной воздушной подушке.)
Максимальный размер рабочего поля – 500 х 500 мм (полный размер трафарета, с учетом полей до 600 х 600 мм) На границе полей также возможно выполнение перфорационных отверстий для крепления трафарета)
Размер отверстия – ±0,005 мм
Конусообразность отверстий по направлению к основанию – ±0,02 мм (Конусообразность – это разница между верхним и нижним размерами отверстия, Наличие конусообразности отверстий позволяет пасте лучше выходить из апертур трафарета).
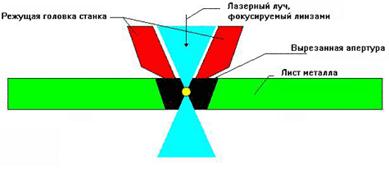
Трафарет всегда вырезается со стороны накладываемой на печатную плату, поэтому конусообразность апертур увеличивается по направлению к печатной плате. При резке конус направлен широкой стороной вверх (это особенность процесса резки).
Именно поэтому реперные знаки и текстовая гравировка всегда наносятся только со стороны трафарета, направленной к печатной плате.
Максимальная толщина обрабатываемого материала – 0,6 мм – до 5КГц
Частота пульсации луча – до 5КГц (чем выше частота пульсации, тем глаже боковые стенки апертур, что способствует более легкому выскальзыванию паяльной пасты их них)
Аттестация разработанного ТП
Аттестация технологических процессов осуществляется в соответствии с методическими указаниями ЕСТПП.РД. 50–532–85, где изложены типовые методики регламентирующие процесс аттестации технологических процессов. Стандарт ГОСТ 14.303–83 предполагает использование различных методик на ранних стадиях разработки(проектирования) технологических проектов, в том числе и методику расчета экономической эффективности различных вариантов типовых или групповых технологических процессов. Основная информация необходимая для оценки экономической эффективности технологического процесса содержит сведения о трудоемкости и себестоимости различных технологических операций и переходов. Данные сведения могут быть полученными в том же ГОСТе или определены как базовые при проектировании нового технологического процесса.
Согласно ГОСТ 14.303–83 все технологические процессы делятся на три категории:
– высшая(В). Технологические процессы, которые по своим показателям качества соответствуют лучшим мировым и отечественным достижениям или превосходят их.
– первая(I). Технологические процессы. которые по своим показателям качества находятся на уровне современных требований производства и соответствуют утвержденной технологической документации.
– вторая(II). Технологические процессы, которые по своим показателям качества не соответствуют современным требованиям производства, значительно уступая достигнутому уровню технологии.
Граничные значения показателя качества:
– высшей категории: 1,0 ³ Ут ³ 0,92.
– первой категории: 0,92 ³ Ут ³ 0,7.
– второй категории: 0,7 > Ут.
Определение коэффициентов весомости экспертным методом
|
Показатель |
Эксперты |
Сред. знач. |
Коэф. вес. Кi | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |||
|
1. Производительность труда |
4 |
4 |
5 |
5 |
5 |
4 |
5 |
4 |
4 |
5 |
4,5 |
0,27 |
|
2. Прогрессивность технологического оборудования |
3 |
4 |
4 |
3 |
4 |
3 |
5 |
4 |
4 |
3 |
3,7 |
0,22 |
|
3. Уровень механизации и автоматизации |
5 |
5 |
5 |
4 |
5 |
5 |
4 |
4 |
5 |
5 |
4,7 |
0,28 |
|
4. Использование материалов и СТО |
4 |
4 |
3 |
3 |
5 |
4 |
4 |
4 |
4 |
5 |
4 |
0,24 |
|
S=16,9 | ||||||||||||
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Программно управляемый генератор линейно нарастающего напряжения сверхнизкой частоты на микроконтроллере
- Аналоговые устройства на операционных усилителях
- Расчет приемника для связной УКВ радиостанции
- Локальная вычислительная сеть информационных классов университета
- Воспроизведение и стирание магнитной записи
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем