Проектирование системы электроснабжения машиностроительного завода
Аннотация
Темой данного дипломного проекта является проектирование системы электроснабжения машиностроительного завода.
В дипломном проекте рассмотрены следующие вопросы:
Краткая характеристика технологического процесса;
Определение расчётных электрических нагрузок;
Выбор системы питания системы электроснабжения;
Выбор системы распределения комбината;
Расчёт
токов короткого замыкания;
Выбор основного оборудования, а также его проверка по условиям короткого замыкания;
Релейная защита и автоматика;
Расчёт самозапуска электродвигателей;
Расчёт молниезащиты и заземляющего устройства подстанции;
Система электроснабжения удовлетворяет требованиям надежности и экономичности.
1. Введение
Системой электроснабжения называется комплекс устройств предназначенных для производства, передачи и распределения электроэнергии.
Сложность вопросов проектирования систем электроснабжения промышленных предприятий заключается в оптимальном, рациональном и эффективном решении этой проблемы. Именно комплексное решение данной задачи в совокупности с необходимыми требованиями и стандартами электроснабжения позволяют экономически и технически грамотно работать всему предприятию.
Нет необходимости говорить тяжелом финансовом состоянии промышленности, поэтому руководителям предприятий нужно решать данную проблему. Одними из самых прогрессивных мер в этом направлении являются мероприятия по сбережению энергоресурсов и, следовательно, уменьшению энергоемкости выпускаемой продукции, что приводит к снижению её себестоимости и повышению конкурентоспособности. Оптимальное сочетание экономических и технических решений при проектировании систем электроснабжения совместно с внедрением энергосберегающих технологий есть наиболее существенная мера решения этой задачи.
Качество электроэнергии в нашей энергосистеме часто не удовлетворяет нормам установленным ГОСТ. В этом, прежде всего, повинны предприятия, на которых не всегда соблюдаются правила устройств электроустановок, а также не применяются технические решения по уменьшению влияния электроприемников (полупроводниковые преобразователи, вентильные электроприводы, дуговые печи, и т.д.) на качество электроэнергии.
Технически правильное решение при создании систем электроснабжения исключает появление недопустимых отклонений параметров электроэнергии (падение напряжения), неравномерное распределение токов по фазам, удорожание ремонтных, монтажных и эксплуатационных работ. Все это влияет на производительность предприятия и качество продукции.
Проект электроснабжения предприятия должен учитывать возможность дальнейшего развития и укрупнения производства и связанного с этим увеличения потребляемой мощности.
Основной целью дипломного проекта ставится закрепление полученных на протяжении всего курса обучения знаний, а также получение опыта проектирования системы электроснабжения конкретного предприятия.
2. Исходные данные машиностроительного завода
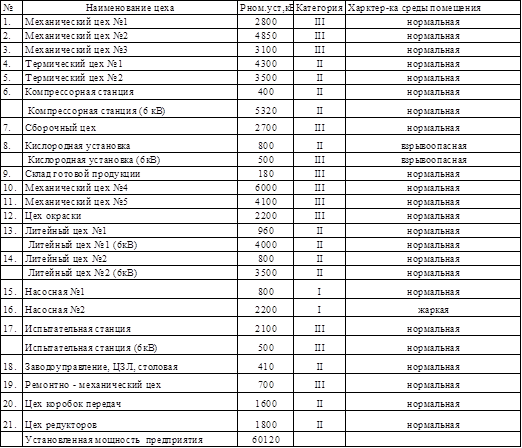
1. Сведенья об электрических нагрузках завода – таблица №1
2. Ведомость электрических нагрузок РМЦ (вариант задания указывается преподавателем)
3. Питание можно осуществить от подстанции энергосистемы, на которой установлены два трехобмоточных трансформаторов, мощностью 40 МВа каждый. С первичной стороны напряжение 100 кВ и со вторичной 6 кВ.
4. Мощность системы 1100 МВа; реактивное сопротивление системы на стороне 110 кВ отнесенная к мощности системы на стороне 110 кВ – 0,35.
5. Расстояние от подстанции энергосистемы до завода 7,2 км.
Таблица №1
3. Описание технологического процесса
Данный машиностроительный завод поставляет коробки передач, промежуточные редуктора и комплектующие детали гусеничных машин.
Металл и заготовки для производства деталей поступают от поставщиков и заполняют склады. Корпусные детали промежуточных редукторов и коробок передач производят в литейном цехе, используя литье под давлением. Корпусные детали выполняются из алюминиевых сплавов. Литье металлов под давлением – способ получения отливок из сплавов цветных металлов в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Литье производится на литейных машинах с горячей камерой прессования. Литейные формы изготовляют из стали. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели. Сплав из тигля нагревательной печи самотеком поступает в камеру прессования. После заполнения камеры срабатывает автоматическое устройство, а поршень начинает давить на жидкий сплав, который через обогревательный мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определенное время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают заливы, элементы литниковых систем, затем очищают и производят термообработку, так как в результате неравномерного охлаждения и усадки возникают остаточные напряжения, вызывающие коробление. Для обеспечения высокой точности нагрева металла применяются поточные заколочно-отпускные агрегаты с электрическим обогревом.
После термической обработки корпуса промежуточных редукторов и коробок передач поступают в механические цеха, где происходят их обработка и контроль качества обработки.
Основные операции обработки корпуса редуктора гусеничной машины:
1. Фрезерование двух опорных поверхностей на вертикально-фрезерном станке 616;
2. Сверление, зенкерование, развертывание и цекование четырех отверстий в опорных плоскостях на рационально-сверлильном станке 2А55 с помощью кондуктора;
3. Фрезерование плоскости люка и плоскости под стартер на вертикально-фрезерном станке;
4. Растачивание основных отверстий на расточном станке 2630;
5. Сверление отверстий по кондуктору в боковых торцах на рационально-сверлильном станке 2А55;
6. Сверление отверстий по кондуктору в плоскости люка и в плоскости под стартер вертикально-сверлильном станке 2150М;
7. Фрезерование уступа и скоса на опорной поверхности корпуса;
8. Контроль.
Основные операции обработки корпуса коробки передач гусеничной машины:
1. Обработка плоскости разъема на карусельном станке;
2. Сверление отверстий в приливах на радиально-сверлильном станке 2А56;
3. Фрезерование площадок на вертикально-фрезерном станке 6М12П;
4. Сверление отверстий в плоскости разъема по кондуктору на радиально-сверлильном станке 2А56;
5. Окончательная обработка плоскости разъема на карусельном станке;
6. Сборка корпуса коробки;
7. Предварительное растачивание основных отверстий по кондуктору на горизонтально-расточном станке 2630;
8. Обработка торцевых поверхностей горизонтально-расточном станке;
9. Окончательное растачивание основных отверстий по кондуктору;
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода