Проектирование системы электроснабжения машиностроительного завода
10.Оканчате6льное растачивание отверстий в верхней части корпуса на вертикально-расточном станке;
11.Разборка корпуса коробки передач;
12.Фрезерование боковой поверхности на вертикально-фрезерном станке.
Последующие операции связаны с обработкой мелких отверстий по кондуктору, цекованием отверстий, нарезание в них резьбы; фрезерование площадки под бонки и кронштейны. Далее идет конт
роль качества обработки.
Технический контроль предусматривает проверку прямолинейности и взаимного положения плоских поверхностей; правильности геометрических форм основных отверстий; соосности отверстий, параллельности осей основных отверстий и расстояний между ними; взаимной перпендикулярности торцовых поверхностей к осям отверстий.
К корпусу промежуточного редуктора предъявляют следующие требования: отклонение от параллельности осей основных отверстий между собой и опорным поверхностям не более 0,05 мм на 100 мм длины, отклонение от перпендикулярности осей основных отверстий торцам не более 0,1 мм; опорные поверхности корпуса должны лежать в одной плоскости, допускаемое отклонение не более 0,1 мм.
Требования к корпусам коробок передач: обеспечение осей основных отверстий между собой и установочной плоскости при монтаже коробки передач на гусеничной машине с отклонением не более 0,05 мм на 100 мм длины; обеспечение отклонения от перпендикулярности обработанных торцов осями основных отверстий не более 0,05 мм на максимальном радиусе и плоскости опорных плоскостей и плоскостей разъема с отклонением не более 0,1 мм на 200 мм длины. Контроль производится в заводской лаборатории.
В механических цехах так же производятся комплектующие детали к коробкам передач и к промежуточным редукторам гусеничных машин. Их производят из листового и круглого проката, приходящих на склады от поставщиков.
Далее корпуса и комплектующие детали поступают в цех редукторов и в цех коробок передач, где происходит их сборка. Основные требования технологии сборки: ограничение длины кинематических цепей; наличие сборочных баз; удобство сборки и разборки; наличие на деталях технологических элементов, облегчающих установку различных сборочных и контрольных приспособлений; наличие специальных устройств для подъема и транспортировки тяжелых деталей. При сборке у всех деталей проверяют наличие клейм, заусенцев, коррозии и загрязнений, детали очищают и продувают сжатым воздухом. Зазоры и плотности прилегания деталей проверяют с помощью специальных щупов. Собранные коробки передач и промежуточные редуктора смазывают, заполняют маслом и направляют на испытания.
При испытаниях проверяют правильность сборки, правильность функционирования различных элементов управления и блокировки, соответствие техническим требованиям, а в ряде случаев определяют необходимые характеристики. Испытания производят на специальных испытательных участках. Вода и сжатый воздух, необходимые для технологических процессов, подаются с насосных станций и компрессорной.
4. Проектирование системы электроснабжения предприятия
4.1 Определение расчётных нагрузок цехов и предприятия
Расчёт электрических нагрузок цехов является главным этапом при проектировании промышленной электрической сети. Существует множество методов определения расчётных нагрузок, но в данном проекте рассматривается два метода, которые приведены ниже.
4.1.1 Метод коэффициента спроса
Если требуется определить расчётную максимальную нагрузку при неизвестных мощностях отдельных электроприёмников, то величины Pmax и Qmax определяются по коэффициенту спроса (Кс) и коэффициенту мощности (cosφ), принимаемыми для данной отрасли промышленности:
Pmax=Kc·Pном; Qmax=Pmax·tg φ. (1)
Значения Рном приведены в таблице 1. В ней также указаны: категория электроприёмника по надёжности и характер окружающей среды. По формуле (4.1) определяем максимум силовой нагрузки цехов. Вместе с тем необходимо учесть потери мощности в трансформаторах, а также мощность, потребляемую искусственным освещением цехов и территории предприятия. Эта нагрузка определяется по удельной плотности освещения (σ, Вт/м2), а так же по площади производственных цехов (или территории предприятия).
Расчётные формулы:
Росв=F·σ·Кс. осв; Qосв=Pосв·tg φосв; (2)
Рсум=Рmax+Росв; Qсум=Qmax+Qосв; (3)
Sсум=![]() ; (4)
; (4)
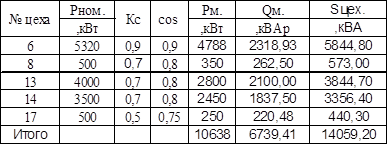
Нагрузка 6 кВ рассчитывается отдельно, так как для неё не определяется мощность освещения и потери в цеховых трансформаторах.
Определение расчетной нагрузки рассмотрим на примере механического цеха №1
![]()
![]()
РН = 2800; cosf = 0,75 kc = 0,6; F= 11840 м2
Нагрузка искусственного освещения определяется по следующим расчетным формулам:
![]() ,
,
где s0 – удельная плотность осветительной нагрузки на 1 м2 полной площади; Вт/м2.
kC0 - коэффициент спроса освещения определяется по табл.[5].
![]()
![]()
Суммарная активная, реактивная и полная нагрузки:
![]()
![]()
Потери в трансформаторе:
![]()
![]() ; (5)
; (5)
![]() ; (6)
; (6)
Расчетный максимум активной, реактивной и полной нагрузки:
![]() ; (7)
; (7)
![]() ; (8)
; (8)
![]() (9)
(9)
Результаты расчета нагрузки для остальных цехов сведены в таблицу 2 и таблицу 3 (для потребителя 6кВ).
Таблица № 2 (0,4 кВт)
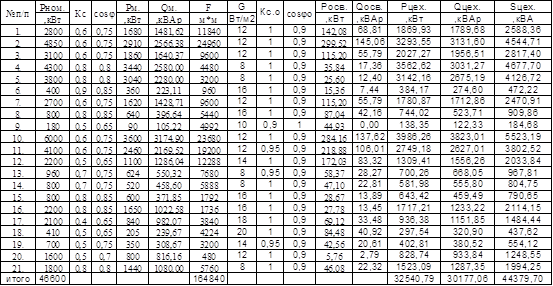
Таблица 2
Определим нагрузку по предприятию в целом:
Расчётные активная и реактивная мощности с учетом потерь в трансформаторах предприятия в целом определяются по выражениям:
![]() = 42404 кВт (10)
= 42404 кВт (10)
![]() 40740,76 кВар (11)
40740,76 кВар (11)
4.1.2 Статический метод
Данный метод предполагает, что нагрузка – случайная величина, которая распределяется по нормальному закону:
Рmax=MP+β![]() (12)
(12)![]()
где β- принятая кратность меры рассеивания (коэффициент надёжности расчёта) принятый по интегральной кривой с точностью которая определяется принятым значением доверительной вероятности: α=0,9;
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода