Классификация оборудования нефтегазоперерабатывающего завода по монтажным признакам
Для каждого конкретного производства система ППР реализуется в виде графика, составляемого на один год службой главного механика. В графике на каждую единицу основного оборудования указываются виды ремонта (Т - текущий, К - капитальный) и сроки проведения их по месяцам. Также предусматриваются нормативы времени на производство ремонтных работ по каждому виду ремонта (T1 - первый текущий ремонт;
Т2 - второй текущий ремонт) и указывается исполнитель (ремонтная бригада).
На основании годового графика составляется месячный график плановых ремонтов с уточнением дат ремонта. В этом графике указывается трудоемкость по каждому виду ремонта и исполнители.
В процессе реализации ППР содержание и объем каждого ремонта устанавливается с учетом выявленного состояния агрегатов. При составлении плана учитывается межремонтный цикл - это время работы оборудования между двумя капитальными ремонтами. В ремонтный цикл входят кроме T1, Т2 и К также и техническое обслуживание ТО.
Ремонтный цикл связывает виды ремонтов и сроки проведения их по месяцам (рис. 2.2).
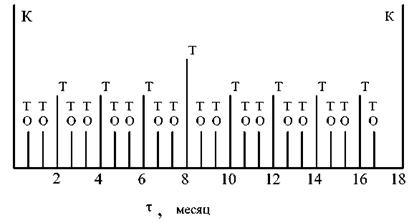
Рис. 2.2 Схема межремонтного цикла
Составление графиков ППР и учет их выполнения сложная техническая задача, для решения которой используют быстродействующие ЭВМ и создают автоматизированные системы управления. Для создания и внедрения АСУ необходимо иметь пять видов обеспечения: организационное, информационное, математическое, программное и техническое.
Организационное обеспечение — взаимодействие персонала с техническими средствами и между собой.
Информационное обеспечение - система документооборота, оптимизированная путем возможного сокращения действующих документов строгим ограничением потоков информации при обеспечении полноты и достоверности.
Математическое обеспечение - совокупность математических методов и моделей для обработки информации и решении задач.
Программное обеспечение - использование типовых программ при решении вышеизложенных задач.
Техническое обеспечение - комплекс технических средств, состоящий из ЭВМ с дополнительными устройствами и системой связи.
ВИДЫ ОБСЛУЖИВАНИЯ И РЕМОНТОВ
Система ППР предусматривает следующие виды обслуживания и ремонтов: техническое обслуживание; текущий ремонт; капитальный ремонт.
Техническое обслуживание - это эксплуатационный уход и мелкий ремонт оборудования. Данное мероприятие включает наружный осмотр, смазку, проверку заземления, подтяжку креплений, замену предохранителей и т.п. Техническое обслуживание осуществляется эксплуатационным персоналом: аппаратчик, слесарь, электрик. Все неисправности фиксируются в сменном журнале. Изложенное выше показывает, что техобслуживание иногда требует остановки оборудования. Следует отметить, что эти остановки невозможно предусмотреть.
Текущий ремонт - выполняется с разборкой отдельных сборочных единиц; включает следующие операции: промывку оборудования, регулировку узлов, ремонт и замену деталей, ремонт антикоррозийных покрытий.
В зависимости от характера и объема работ текущий ремонт часто подразделяют на два вида T1 и Т2. Текущий ремонт T1 включает в себя очистку оборудования и осмотр его, регулировку зазоров в узлах машин, подтяжку или замену уплотнений, мелкий ремонт систем охлаждения и смазки. Текущий ремонт Т2 кроме работ, предусмотренных ремонтом T1, включает в себя центровку и балансировку вращающихся деталей, замену и ремонт подшипников и зубчатых колес, а также испытание оборудования.
Текущий ремонт можно производить в нерабочие смены, а при непрерывном процессе - в дни специально предусмотренные планом. Выявленные дефекты и результаты текущего ремонта регистрируются в ремонтной карте.
Капитальный ремонт - характеризуется одновременной заменой большого количества деталей, сборочных единиц и комплексов. При капитальном ремонте оборудование полностью восстанавливается. В этот ремонт входят: промывка и полная разборка оборудования, ремонт и замена деталей и сборочных единиц, проверка фундаментов и станин, сборка машины с испытанием на холостом ходу и под нагрузкой. Также в капитальный ремонт могут быть включены работы по модернизации и автоматизации оборудования.
После капитального ремонта оборудование сдается по акту комиссии в составе главного механика, инженера, отдела технадзора, инженера по ТБ и начальника производства. Следует отметить, что при планировании ремонтов с длительной остановкой оборудования, особенно капитального ремонта, предусматривают проводить эти мероприятия в теплое время года, так как часть оборудования находится на открытых площадках.
Перед остановочным ремонтом должны быть проведены подготовительные работы: сооружения лесов, изготовление фланцев, получение сложных узлов с машиностроительных заводов. Для остановочного ремонта разрабатывается проект проведения ремонта, который включает следующие этапы:
- подготовку техдокументации (чертежи оборудования, ремонтные чертежи);
- описание технологии ремонта;
- описание и подготовку ремонтной оснастки;
- составление дефектной ведомости.
В дефектной ведомости перечисляются дефекты по каждому узлу с указанием заменяемой или ремонтируемой детали. Она является основным документом для определения стоимости ремонтных работ. В ней указываются все детали и узлы, подлежащие ремонту, стоимость всех работ. Также определяются трудоемкость ремонтных работ, количество ремонтных рабочих. Она имеет следующий вид.
ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ
Первичная подготовка (проведение мероприятий по технике безопасности):
а) аппарат отключают от действующих агрегатов, ставят заглушки на трубопроводы;
б) предварительно продувают паром или инертным газом и выпускают отработанную смесь из аппарата через "свечу";
в) среду в аппарате проверяют на вспышку и токсичность (берут пробу).
Предварительная очистка аппарата:
а) кислотную аппаратуру промывают слабым раствором щелочи, а потом водой;
б) щелочную - горячей водой или паром;
в) аппараты с горючим газом или воспламеняющимися жидкостями - горячей водой, паром или инертным газом.
Окончательная очистка аппарата производится а) химическим; б) термическим; в) механическим способами.
Легированные стали чистят химическим путем чаще всего. При этом используют пасту состоящую из соляной кислоты - 30 %, глины - 60 %, воды 9,9 % и ингибитора-0,1 %. Паста наносится на поверхность слоем в 8 . 10 мм и снимается через 8 .20 часов в зависимости от слоя окислов. Затем поверхность промывают 10 . 15 % раствором Na2COs или 2 . 3 % раствором NaOH. В качестве примера рассмотрим химический способ очистки трубчатки (рис. 2.3). Для этой очистки применяют 8 . 10 % раствор НС1 с ингибитором при температуре 60 °С. Раствор циркулирует по прямому и обратному ходу.
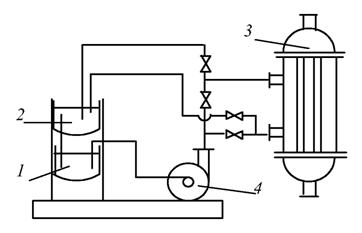
Рис. 2.3 Схема химического способа очистки:
1 - бак; 2 - отстойник; 3 - теплообменник; 4 - насос
Термическая очистка поверхности - основана на использовании различия коэффициентов линейного теплового расширения металла и загрязняющей его накипи. При изменении температуры поверхности загрязнения отслаиваются и уносятся струёй воздуха или воды. На практике эту очистку осуществляют прогревом поверхности специальными кислородными горелками или резкими изменениями температуры теплоносителя.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды