Агрегатно-поточный способ производства напорных железобетонных центрифугированных труб
Введение
Бетоны на основе неорганических вяжущих веществ представляют собой искусственные строительные конгломераты (ИСК), получаемые в результате твердения рациональной по составу, тщательно перемешанной и уплотненной бетонной смеси из вяжущего вещества, воды и заполнителей. Кроме основных компонентов в состав бетонной смеси могут вводиться дополнительные вещества специального назначения
. Среди других ИСК бетоны относятся к самым массовым по применению в строительстве вследствие их высокой прочности, надежности и долговечности при работе в конструкциях зданий и сооружений. Кроме высокой прочности, у бетонов на основе неорганических вяжущих веществ имеется много и других достоинств: легкая формуемость бетонной смеси с получением практически любых наперед заданных форм и размеров изделий и конструкций, доступность высокой механизации технологических операций и т.п.
Большая экономичность изделий из бетона состоит в том, что для их производства применяют свыше 80% объема местного сырья — песка, щебня, гравия, побочных продуктов промышленности в виде шлака, золы и др. По некоторым зарубежным данным, количество энергии, требующейся для производства бетонных материалов, является минимальным по сравнению с энергией (приведенной к единому эквиваленту), необходимой для изготовления стали, алюминия, стекла, кирпича, пластмасс. Для затворения порошкообразных вяжущих в тестообразное состояние и получения бетонной смеси используют обычную воду — питьевую из водопровода или речную, озерную и др. Расход воды также ниже, чем при производстве стали. После твердения тесто образует камень, например, цементный камень (микроконгломерат), а уплотненная бетонная смесь — бетон (конгломерат). Часть объемов в бетоне, заполнителе и камне занимают поры и капилляры разного размера и в различном количестве.
Для бетонов применяются почти все разновидности неорганических вяжущих, соответственно чему бетоны разделяются на цементные, гипсовые, силикатные, шлаковые, специальные (на фосфатных, магнезиальных и других вяжущих). Для них применяются также все разновидности заполнителей, соответственно чему бетоны разделяют на плотные, пористые, специальные. При объединении вяжущих и заполнителей в принятых по составу количествах получают множество технических решений при производстве искусственных строительных конгломератов различного назначения. Если этих двух компонентов окажется недостаточно, тогда вводят дополнительные вещества (добавки). Еще более сильным фактором, которым пользуются при получении бетонов с заданными свойствами, является технология с ее многообразными операциями (переделами), режимами (тепловыми, механическими и пр.) и характеристиками оборудования.
К одному из показателей заданных свойств относится средняя плотность бетона. Величина средней плотности бетона зависит от разновидности заполнителя, а отчасти обусловлена пористостью цементного камня. Особо тяжелые со средней плотностью свыше 2500 получают при заполнителях в виде железной руды, барита, чугунного скрапа, обрезков стали или чугуна. Тяжелые — средней плотности 2200 . 2500 получают применением в них в качестве заполнителя щебня из плотных горных пород — гранитов, диабаза, песчаника и др.; облегченные — со средней плотностью 1800 . 2200. В легких бетонах со средней плотностью 500 .2000 кг/мЗ используется легкий заполнитель, природный или искусственный, в том числе пемза, туфы, керамзит, аглопорит, вакулит, а также в них нередко отсутствует песчаная фракция, вследствие чего возникают пустоты между щебнем, а сам бетон именуется крупнопористым легким бетоном. Особо легкие бетоны (теплоизоляционные) со средней плотностью менее 500 кг/мЗ характеризуются тем, что функции своеобразного заполнителя в них переданы воздушным или газовым ячейкам.
При наибольшей крупности заполнителя до 10 мм — бетоны мелкозернистые, более 10 мм — крупнозернистые.
В зависимости от производственного назначения бетоны разделяют на конструкционные, предназначенные для изготовления бетонных и железобетонных внутренних и наружных конструкций промышленных и гражданских зданий и инженерных сооружений (колонны, балки, плиты); гидротехнические — для строительства плотин, шлюзов, облицовки каналов и других гидротехнических сооружений; дорожные — для строительства дорожных и аэродромных оснований и покрытий; специальные — для использования при устройстве жароупорных покрытий, кислотоупорных изделий.
При проектировании заводов по выпуску напорных труб для систем водоснабжения и канализации применяют трехступенчатую технологию, предусматривающую послойную формовку железобетонного сердечника на центрифуге или на виброплощадке. Данный курсовой проект рассматривает конструкционный вид бетона для производства напорных железобетонных труб методом центрифугирования.
Формы для производства центрифугированных железобетонных труб, состоят из двух полуцилиндров соединяющихся с помощью откидных болтов.
Производство железобетонных труб производят в такой последовательности: сначала методом трехслойного центрифугирования изготовляют предварительно напряженный бетонный сердечник, на который навивают спиральную напряженную арматуру и наносят цементно-песчаный слой толщиной 15—20 мм. Затем изделие пропаривают. При однослойном центрифугировании под влиянием прессующего давления, возникающего от центробежной силы, из бетонной смеси отжимают излишнюю воду, которая оставляет в стенках трубы радиально направленные поры. При многослойном формовании трубы каждый слой бетонной смеси уплотняют отдельно; образующиеся поры перекрывают следующим слоем и обеспечивают высокую водонепроницаемость напорных труб.
Отформованные таким способом трубы способны выдерживать гидравлическое давление до 2,4 МН/м2.
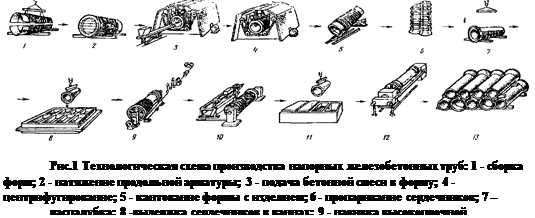
Процесс изготовления напорных труб начинают с подготовки формы. Оба полуцилиндра, очищенные и смазанные солидолом, соединяют с помощью стяжных болтов. В собранную форму вставляют раструбное кольцо и к ее торцам прикрепляют днище. Продольное натяжение арматуры в форме осуществляют на посту, где арматура с высаженными головками пропускается через отверстия кольца и днища внутрь формы (рис. 1.1). Подготовленную форму укладывают на центрифугу, после чего ее включают на малые обороты для регулирования положения формы точно по оси центрифуги (рис. 1.2).
Бетонную смесь загружают в приемный бункер ленточного питателя и затем питатель вводят внутрь формы (рис. 1.3). При включении транспортера питатель совершает возвратно-поступательные движения, и бетонная смесь поступает во вращающуюся форму. Цикл перемещения ленточного транспортера повторяется до полной загрузки формы. После этого уменьшают обороты центрифуги, чтобы загруженная в форму бетонная смесь распределилась равномерным слоем по внутренней поверхности формы и покрыла арматуру (рис. 1.4). Затем обороты центрифуги увеличивают до номинальных для уплотнения бетонной смеси. Время центрифугирования зависит от диаметра формуемого изделия. Для труб диаметром 500 мм оно составляет 37 мин, для труб диаметром 600 мм — 43 мин, для труб диаметром 700 мм — 50 мин. При формовании железобетонных труб центрифугированием целесообразно использовать шнековые или ленточные раздатчики, хотя в настоящее время широко применяют ложковые питатели. Ложки бетоноукладчика загружают бетонной смесью по всей длине и включают привод самоходной тележки, а бетоноукладчик подают так, чтобы его ложка вошла в форму. После включения механизма поворота ложки постепенно опрокидывают и после освобождения от бетонной смеси их возвращают в первоначальное положение и ставят на очередную загрузку бетонной смесью.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды