Классификация оборудования нефтегазоперерабатывающего завода по монтажным признакам
М/W=26250/26,4= 1002 кгс/см2. < m∙R= 0,85∙2100=1785 кгс/см2.
Проверяем штырь на срез:
Р/(2∙FШ) = 17500/(2∙32,4)=272 кгс/см2. < m∙Rср= 0,85∙1300=1105 кгс/см2,
где площадь сечения штыря:
FШ =![]() ∙d2ш / 4=3,14∙6,42/4=32,2 см2.
∙d2ш / 4=3,14∙6,42/4=32,2 см2.
Проверяем отверстия скобы на смятие:
РАСЧЕТ ПОЛИСПАСТА
Найдем усилие, действующее на полиспаст:
Р = Gг + G3 = 14000/1000 = 15000 кгс.
Тогда
Определим усилие, действующее на верхний неподвижный блок поли- паста:
Pп =1,1∙Р=1,1∙15000=16500
По прилож. VI, подбираем полиспастные блоки грузоподъемностью 20 т с общим количеством роликов тп = 3 шт. (по 3 роликов в каждом блоке), диаметром роликов dр = 400 мм и массой обоих блоков Gб= =272∙2=556 кг.
Выбрав блоки с роликами на подшипниках качения и приняв два отводных блока, установленных на сбегающем конце полиспаста до лебедки, по табл. 10 нашел коэффициент полезного действия полиспаста η = 0,95 для общего количества роликов mп = 3 шт. и рассчитываем усилие в сбегающим конце полиспаста
Sп =Р/(mп∙η)=15000/(3∙0,95)= 5263 кгс.
Нашел разрывное усилие в сбегающем концом полиспаста
Р= Sп∙кз=5263∙5=26315 кгс,
кз — коэффициент запаса прочности при D/d>\от 13 до 16.
По прилож. I выбрал стальной канат со следующей характеристикой:
тип каната…………………………. ЛК РО ( 6Ч36+1 о.с )
разрывное усилие, кгс………………………. 26400
временное сопротивление разрыву, кгс/мм2… 180
диметр каната, мм ………………………… …….22
Масса 1000 м каната, кг ……………………….1830
Подсчитываем длину троса для оснастки полиспаста, задаваясь длиной сбегающего конца l1= 12 м:
L = mп ∙(h+3,14∙dр)+ l1 + l2 = 3 (15+3.14∙0,4)+12+10 = 114 м.
Находем суммарную массу полиспаста, определив по прилож. I массу 1000 м расчетного диаметра троса gT = 1830 кг:
Gп = Gб+Gт = Gб + L∙gT/1000 = 556+ 114∙1830/1000 =209 кг.
Определяем усилие, действующее на трос, закрепляющий неподвижный блок полиспаста:
Рт = Р+ Gп+Sп = 15000+209+5263 =20472 кгс.
Взяв трос для крепления неподвижного блока полиспаста в четыре ветви и определив по прилож. XV коэффициент запаса прочности к3=5, подсчитаем разрывное усилие в каждой из четырех ветвей каната
Р = Рт∙кз/4 = 20472∙5/4 =25590 кгс.
По прилож. I выбираем стальной канат для крепления неподвижного блока полиспаста со следующей характеристикой:
канат типа …………………………………… ЛК-Р (6Ч19+1 о.с.)
разрывное усилие, кгс………………………………….25690
временное сопротивление разрыву, кгс/мм2…………….160
диметр каната, мм ……………………………………… .22,5
Масса 1000 м каната, кг ………………………………… .1850
По усилию в сбегающем конце полиспаста подбираем по прилож. VII электролебедку типа ПЛ-5-50 с тяговым усилием 5 т и канатоемкостью 450 м.
РЕМОНТ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Ремонт - процесс восстановления работоспособности машин и аппаратов, в результате которого основные рабочие параметры оборудования приводятся в пределы, установленные его технической документацией.
Проблемы ремонта оборудования решает теротехнология - это наука об обслуживании техники. Она обобщает и систематизирует принципы и элементы технического обслуживания и ремонта с учетом морального износа. Теротехнология - технология обеспечения эффективного функционирования оборудования в течение всего срока службы. Она увязывает это обеспечение с качеством проектирования, монтажа и эксплуатации оборудования.
В процессе эксплуатации оборудования детали постоянно изнашиваются и изменяются под влиянием внешних нагрузок, внутренних технологических напряжений и коррозионного воздействия. Этот износ характеризуется отклонениями размеров и формы деталей, изменением механических и химических свойств поверхностных и внутренних слоев деталей. Совокупность таких изменений при достижении определенных границ называется эксплуатационным повреждением детали. Оно устраняется ремонтом или заменой данного узла. Для удлинения срока работы деталей необходимы:
а) переход от приближенных расчетов на статическую прочность к расчетам, учитывающим усталость при повторно переменных нагрузках;
б) учет явлений концентрации напряжений;
в) применение износоустойчивых материалов;
г) поверхностное упрочнение деталей и т.п.
Ремонт оборудования включает в себя комплекс мероприятий, осуществляемых с целью восстановления нормальной работоспособности деталей, узлов, агрегатов. Технологические ремонты состоят из следующих этапов:
- разборка машины и ее дефектация,
- ремонтная обработка детали,
- сборка узлов и машин с проверочными операциями,
- испытание машин и аппаратов.
ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
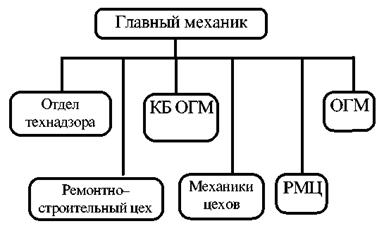
Ремонтом и эксплуатацией технологического оборудования, сооружений и коммуникаций руководит служба главного механика предприятия. Главный механик подчиняется главному инженеру и директору. Структура ремонтно-механического хозяйства завода представлена на рис. 2.1.
Рис. 2.1 Структура ремонтно-механического хозяйства завода
Служба главного механика выполняет следующие работы:
- надзор за состоянием оборудования и строительных конструкций;
- составление плана на ремонт оборудования;
- организация мероприятий по ремонту;
- внедрение новых процессов по ремонту оборудования;
- контроль стоимости ремонтных работ;
- составление отчетов по ремонту;
- разработка чертежей по ремонту оборудования приспособлений, механизмов;
- собственно ремонт.
Сама ремонтная служба может быть централизованной, децентрализованной и смешанной. Централизованная служба предполагает, что ремонт всего оборудования выполняется силами ремонтно-механического цеха (РМЦ). Для децентрализованной службы характерно то, что все виды ремонтных работ выполняются на ремонтных участках технологических цехов. При смешанной службе ремонт проводится как силами РМЦ, так и силами ремонтных отделений технологических цехов.
СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
Для поддержания в рабочем состоянии технологического оборудования необходим комплекс организационных и технических мероприятий по обслуживанию и ремонту машин и аппаратов, трубопроводов и арматуры. Наиболее распространенным таким комплексом является система планового предупредительного ремонта (ППР). При этом мероприятия по обслуживанию и ремонту оборудования проводятся по заранее составленному плану для обеспечения безотказной работы оборудования.
Цели, которые достигаются при реализации системы ППР следующие:
- предупреждение аварий оборудования;
- возможность выполнения ремонтных работ по плану, согласованному с планом производства;
- своевременная подготовка запчастей материалов и минимальный простой оборудования в ремонте.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела