Производство пленок и полиэтилена низкой плотности
 Степень раздувки влияет и на механические свойства пленки: с ее увеличением повышается прочность на разрыв в поперечном направлении и несколько уменьшается относительное удлинение. Одновременно с началом раздувки рукава подают воздух в охлаждающее кольцо, установленное над головкой. Увеличение диаметра цилинд
Степень раздувки влияет и на механические свойства пленки: с ее увеличением повышается прочность на разрыв в поперечном направлении и несколько уменьшается относительное удлинение. Одновременно с началом раздувки рукава подают воздух в охлаждающее кольцо, установленное над головкой. Увеличение диаметра цилинд
рического рукава при растяжении должно начинаться сразу после выхода из головки; нельзя допускать, чтобы растяжение начиналось близко или на значительном расстоянии от головки. .
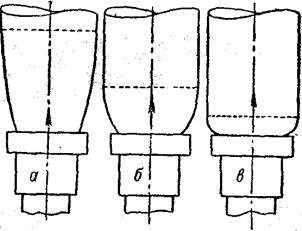
Рисунок 10 - Конфигурация рукава в зоне раздувания:
а—вытянутая; б—нормальная; в—сильно раздутая.
Конфигурация рукава в зоне раздувания приведена на рис. 10.
На некотором расстоянии от головки пленка мутнеет. Это свидетельствует о том, что на данном участке начинается кристаллизация.
Линия кристаллизации является границей, отделяющей аморфный полимер от полимера, в котором начались процессы кристаллизации. За пределами линии кристаллизации раздувания больше не происходит. Расстояние от головки до линии кристаллизации зависит от температуры расплава, толщины пленки, скорости приемки и температуры окружающего воздуха Волнистый характер линии кристаллизации указывает на неравномерную температуру расплава по периметру рукава.
От сложенного рукава отрезают перед намоточным устройством образец и замеряют его толщину. Если средняя толщина пленки отличается от заданной в сторону уменьшения, повышают число оборотов червяка или уменьшают скорость оттяжки; если она Больше заданной толщины, то повышают число оборотов тянущих отжимных валков, а в случае необходимости снижают число оборотов червяка.
После получения пленки со средним значением толщины (отвечающим заданным требованиям), имеющей, однако, отклонения по этой толщине на отдельных участках, приступают к калиброванию, которое производят деформацией регулировочного и калибровочного колец головки, а также регулированием потоков охлаждающего воздуха по периметру охлаждающего кольца. При хорошей оснастке и опытном обслуживающем персонале разнотолщинность выпускаемой пленки не превышает ±10%.
Толщина пленки может контролироваться непрерывно толщиномером в процессе производства. Перспективным является применение радиоактивного толщиномера. Измерение толщины пленки с помощью радиоактивных изотопов базируется на падении интенсивности Р-излучения при прохождении через пленку.
Технологический процесс производства пленки из полиэтилена низкой плотности
Для производства пленки применяется полиэтиленсо следующими показателями:
Индекс расплава, г/10 мин . . . . . 2—7
Предел прочности при растя-
жении, кгс/см1 . . . . . . ![]()
Относительное удлинение, % . . . . ![]()
Внешний вид . . . . . гранулы однородные по
размерам, натурального
цвета или окрашенные
Однородность . . . . . . индекс
расплавапробы,
взятой из любого
места партии, не
должен отличаться от,
показателей средней
пробы больше чем на
±15%
Обычно для получения высококачественных пленок технического назначения применяют полиэтилен с индексом расплава 2 г/10 мин. Температурный режим (в °С) процесса производства пленок толщиной 40—60 мк на машине с диаметром червяка 90 мм и головке с диаметром кольцевого зазора 400 мм и ширияой щели 0,7 мм:
Производительность агрегата при выпуске пленки толщиной 40—60 мк составляет ~55 кг/ч; количество отходов—до 10%.
Готовая пленка должна отвечать следующим техническим требованиям:
Внешний вид . . . . . натурального цвета или
окрашенная, блеск,
прозрачность и видимые
включения частиц
полиэтилена («гелики») в
соответствии с эталоном
Предел прочности при растяжении
в долевом и поперечном направле-
ниях, кгс/см2 . . . . . . ![]()
Относительное удлинение в долевом
и поперечном направлениях, % . . . ![]()
Разнотолщинность (отклонения от
заданной толщины), % . . . . ![]() ±10
±10
Разнотолщинность является функцией теплового режима процесса, условий формования, ширины кольцевого зазора в гелоике, степени раздувки, скорости выдувания и охлаждения рукава. При разнотолщинности, превышающей установленные нормы, кроме калибрования головки и регулирования распределения воздуха в охлаждающем кольце, целесообразно понизить температуру в цилиндре и головке. Известно, что с понижением температуры процесса разнотолщинность уменьшается.
При производстве пленки могут появляться отклонения от установленных норм по блеску, прозрачности и «геликам». Эти показатели зависят как от качества исходного полимера, так и от в условий проведения процесса.
Оптические свойства пленки (блеск и прозрачность) находятся в зависимости от состояния поверхности пленки и ее надмолекулярной структуры. Качество поверхности пленки зависит, в первую очередь, от качества расплава, образовавшегося в машине. Расплав должен быть однороден и не должен содержать никаких структурных элементов, видимых визуально: поверхность его должна быть гладкой. В меньшей степени на состоянии поверхности пленки сказывается резкое охлаждение, которое может привести к образованию морщин. Прозрачность пленки зависит от надмолекулярной структуры, в частности от содержания и строения кристаллической фазы, а также равномерности ориентации. При образовании мелких кристаллов увеличивается рассеивание света и, следовательно, снижается прозрачность. Известно, что содержание кристаллической фазы в пленке и ее структура в большой степени зависят от условий охлаждения пленки. Неоднородная ориентация, являющаяся следствием неоднородности расплава по вязкости, тоже ухудшает прозрачность. Следовательно, на оптические свойства пленки влияют не только качество исходного полимера, но И технологические факторы, к которым относятся температура расплава и скорость охлаждения пленки. Так, с увеличением температуры прозрачность пленки повышается, ас уменьшением скорости охлаждения—понижается. При уменьшении степени раздувания и вытяжки прозрачность пленки тоже уменьшается. Бугристость поверхности пленки зависит от качества расплава и скорости выдавливания. Как полагают некоторые исследователи, дефекты поверхности особенно резко проявляются при критической скорости сдвига.
Наличие в полиэтилене смеси гранул, отличающихся по индексу расплава, приводит к тому, что образуется неоднородный расплав, характеризующийся наличием видимых включений непроплавленных частиц полиэтилена — «геликов».
Для уменьшения количества включений должны быть приняты меры, целью которых является увеличение давления расплава; при этом повышается превращение механической работы в теплоту и возрастает эффективность перемешивания. Такой эффект достигается в первую очередь понижением температуры формующей части головки, а затем—температур выходящей из червяка воды, цилиндра и головки. Если принятые меры не повысят качества пленки, то нужно установкой дополнительных сеток или уменьшением зазора между концом червяка и сопряженной с ним деталью перехода к головке увеличить сопротивление потоку.
Другие рефераты на тему «Производство и технологии»:
- Кристаллизация сталей и твердофазные превращения в сталях. Выделение аустенита, феррита, цементита, перлитное превращение
- Планетарные и волновые зубчатые передачи
- Защита интеллектуальной собственности
- Деформация древесины в процессе сушки и первичной обработки на лесопильных предприятиях
- Анализ системы автоматического регулирования температуры теплоносителя в агрегате АВМ
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды