Производство пленок и полиэтилена низкой плотности
Червячный пресс такого агрегата снабжен червяком диаметром 90 мм и длиной 20D. Червяк разделен на три зоны—загрузочную, сжатия ц дозирующую. Степень сжатия 3,7.
Головка должна превратить поток расплава, выдавливаемого из канала червяка, в тонкостенный цилиндрический рукав. Температура и давление расплава по всему периметру формующего зазора должны быть одинаковыми, так как и
наче цилиндрический рукав и, следовательно, пленка будут иметь большие отклонения по толщине.
Конструктивно невозможно превратить монолитный поток в трубу, не подвергая его сначала рассечению, а затем слиянию отдельных струй. Следы слияния потоков — стыковые полосы — сохраняются в пленке и ухудшают ее качество. Обычно места стыков отличаются от других участков меньшей толщиной.
Существуют два принципиально различных способа направления потоков расплава в головку—сверху и сбоку.
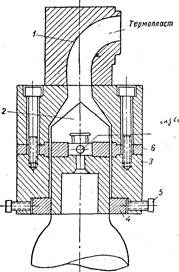
При поступлении потока расплава в головку сверху (рис. 5) он на пути к кольцевому зазору сначала рассекается на несколько струй крестовиной или решеткой, а затем эти струи сливаются одна с другой.
 При поступлении расплава в головку сбоку (рис. 6) поток, расплава рассекается частью дорна—распределителем—на две струи. При этом образуется труба с двумя стыками, которая выдавливается к формующему зазору и выходит из него, сохраняя две стыковые полосы.
При поступлении расплава в головку сбоку (рис. 6) поток, расплава рассекается частью дорна—распределителем—на две струи. При этом образуется труба с двумя стыками, которая выдавливается к формующему зазору и выходит из него, сохраняя две стыковые полосы.
Рисунок 5 - Головка с верхним питанием:
1- труба для питания; 2—дорн; 3— корпус головки; 4— формующее кольцо; 5—регулировочный болт; 6—дорнодержатель.
Наблюдения показали, что на головках с боковым питанием качество пленки лучше, чем на головках с верхним питанием.
Для того чтобы устранить дефекты потока расплава, были созданы:1) распределители разных конструкций для более интенсивного перемешивания потока расплава на пути от входа в головку до формующего зазора и 2) подвижные формующие кольца, перемещеннием и деформацией которых можно регулировать количество расплава, выдавливаемого на разных участках полимера кольцевой щели. Однако ни одна из конструкций стационарных головок не ликвидировала полностью стыковые полосы.
Головка, изображенная на рис. 7, присоединяется к машине с помощью перехода 1, в котором расположены решетка 2 и сетка 3 (при переработке полиэтилена устанавливают две сетки № 20 и две сетки № 50). Головка состоит из двух частей — нижнего корпуса 4 и верхнего корпуса 8. Распределение монолитного потока и придание ему формы трубы осуществляется распределителем 5. Дорн 6 вместе с кольцом 9 образует формующий зазор. С помощью болтов кольцо перемещается и деформируется, вследствие чего уменьшается разнотолщинность пленки.
Предварительная калибровка может быть произведена регулировочным кольцом 10. Внутри распределителя и дорна высверлены каналы, по которым подается воздух для пневматического растяжения. По вертикальному стволу головки расположены электронагреватели, сгруппированные в зоны. Перед пуском обогревается и дорн, также имеющий элемент электрообогрева. Контрольза режимом работы электрооборудования осуществляется посредством контрольно-измерительных приборов и сигнальных ламп.
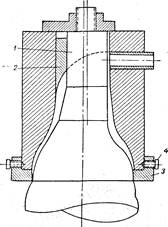
Рисунок 6 - Головка с боковым питанием:
1-дорн; 2-направляющая втулка; 3-формующее кольцо; 4-регулировочный болт; 5-штуцер для входа расплава
В современных агрегатах в переходе устанавливают манометр для измерения давления расплава, а также термопары для -измерения температуры расплава.
Устранить стыковые полосы на пленке удалось на вращающихся головках (осциллирующих).
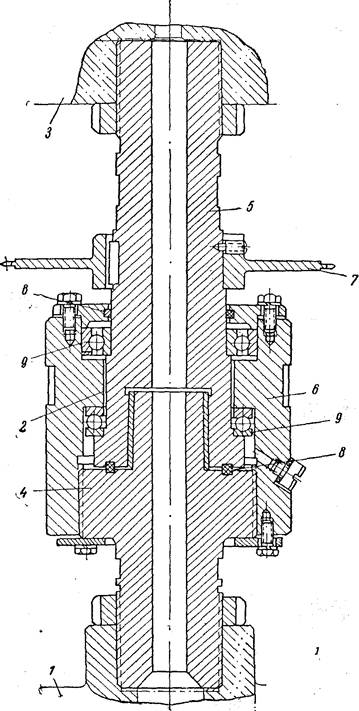
Осциллирующая головка, изображенная на рис. 8, состоит из трех основных частей—патронного держателя 1, промежуточного соединения 2 и формующей головки 3. Расплав из машины выдавливается в патронный держатель и через канал промежуточного соединения поступает в формующую головку. В патронном держателе помещена цилиндрическая решетка, в которой крепятся фильтрующие сетки и дроссельный клапан для регулирования противодавления в конце червяка. Распределитель формующей головки имеет спиралеобразный канал. Формующая головка 3 соединена с патронным держателем 2 при помощи промежуточного устройства, вращающего головку; оно состоит из нижнего неподвижного переходника 4, соединенного с верхним вращающимся переходником 5 гайкой 6. На переходнике 5 закреплена звездочка 7, с помощью которой он соединяется с приданным головке приводом. Плоскости сопряжения переходников имеют специальные уплотнения 8. Верхний переходник вращается в шарикоподшипниках коробка с электромагнитными муфтами и концевые выключатели, с помощью 9. В систему привода входит реверсная которых изменяется направление вращения головки. Угол поворота головки может изменяться от 10 до 360°. Привод обеспечивает плавное вращение головки от 0,076 до 0,58 об/мин.
На осциллирующей головке линия стыка не фиксируется в определенном положении. На выдавливаемый из головки стык непрерывно наплывают смежные струи потока, вследствие чего в пленке исчезает стыковая полоса.
Для производства пленок разработаны также вертикальные осциллирующие машины. Подробных сведений об эксплуатации' таких машин еще нет.
Охлаждение рукава. Сразу же после выхода из головки рукав принудительно охлаждается потоком воздуха, нагнетаемым воздуходувкой через наружное кольцо. За- зоной принудительного охлаждения на пути к тянущим вытяжным валкам рукав продолжает охлаждаться естественно омывающим его воздухом.
рукав пленки. Воздуходувка имеет производительность 8 м^/мин и развивает напор 190.-220 мм. вод. ст.
Приемное устройство состоит из следующих узлов: 1) складывающих щек; 2) тянущих отжимных валков с приводом; 3) приспособления для обрезки кромок; 4) разглаживающего изогнутого «горбатого» валика и 5) намоточных приспособлений.
Основанием приемного устройства служит сварная рама, установленная на домкратах. При опускании рамы домкратами она становится на ролики и может быть отвезена от машины. В середине рамы расположены площадки с барьером для обслуживающего персонала. На пульте приемного устройства расположены амперметр двигателя тянущих отжимных валков, регулятор намоточного устройства, кнопка регулирования скорости вращения тянущих валков и пусковые кнопки двигателей тянущих и намоточных валков.Охлаждающее кольцо укрепляют над головкой. Воздухпоступает в него по 12 подводящим шлангам через воздушно-компенсационный резервуар из воздуходувки, а затем через круговую щель под углом 45° направляется на свой объем.
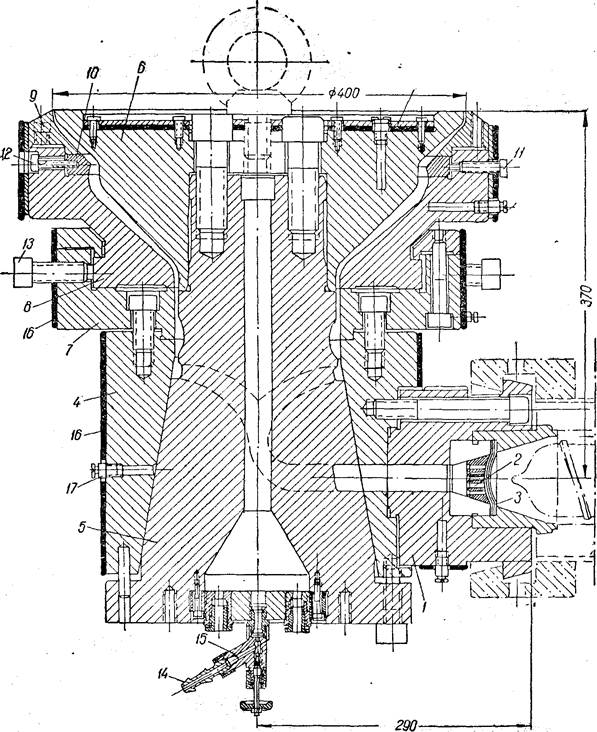 Рисунок 7 - Угловая кольцевая пленочная головка:
Рисунок 7 - Угловая кольцевая пленочная головка:
1—переход; 2— решетка; 3—фильтрующие сетки; 4—нижний корпус головки; 5—распределитель потока; 6-дорн; 7—фланец; 8— верхний корпус головки; 9—калибрующее кольцо; 10— регулировочное кольцо; 11- нажимной болт; 12— отжимной болт; 13— регулировочный болт; 14— штуцер для ввода воздуха; 15— регулятор воздуха; 16— электронагреватели; 17— термопари.
 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды