Производство пленок и полиэтилена низкой плотности
СОДЕРЖАНИЕ
I ПРОИЗВОДСТВО ПЛЕНОК
1 Выдавливание червячными прессами
2 Метод пневматического растяжения
3 Червячный пресс
4 Охлаждение рукава
5 Приемное устройство
6 Управление процессом
7 Плоские пленки
8 Ориентирование пленки
9 Покрытие бумаги полимерными пленками
II ПЛЕНОЧНЫЕ ИЗДЕЛИЯ
1 Упаковочные пленки
2 Термоусадочн
ая упаковка
3 Крупногабаритную упаковку
4 Полимерные пленки в фотоматериалах
5 Полимерные пленки — основа магнитных лент
6 Электроизоляционные пленки. Конденсаторы. Изоляция электропроводов. Электреты
7 Токопроводные пленки
8 Липкие ленты на основе полимерных пленок
9 Многослойные пленочные изделия
ПРОИЗВОДСТВО ПЛЕНОК
Большинство пленок из синтетических полимеров влагонепроницаемо, устойчиво к действию химически активных веществ, пропускает лучи солнечного света, обладает хорошими диэлектрическими и механическими свойствами. Они широко применяются во многих отраслях народного хозяйства в качестве электро- и гидроизоляции, упаковочного материала, всевозможных изделий бытового назначения (плащи, скатерти) и заменителей силикатного стекла (парники, временные строительные сооружения).
Пленки из искусственных полимеров (нитрата целлюлозы, ацетата целлюлозы, вискозы) получают из растворов на поливочных машинах.
Промышленное производство пленок из синтетических полимеров (полиэтилен, поливинилхлорид и др.) осуществляется непрерывным методом из расплавов полимеров. Такие пленки получают преимущественно двумя способами, отличающимися один от другого родом применяемого оборудования (каландры или червячные прессы). Поливинилхлоридные пленки получают преимущественно каландровым способом. Пленки из полиэтилена производят выдавливанием червячными прессами.
Выдавливание червячными прессами Расплав, образующийся в червячном прессе, может быть выдавлен через головки двух типов: 1) круглую с кольцевым зазором и 2) плоскую с щелевым зазором.
В головке первого типа формуется тонкостенная труба, подвергающаяся пневматическому растяжению; в головках второго типа образуется плоское полотно.
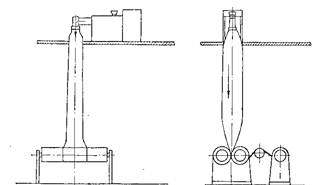
Метод пневматического растяжения Производство пленок методом пневматического растяжения может быть организовано по трем схемам, предусматривающим направление цилиндрического рукава пленки от головки в приемное устройство: 1) вертикально вверх—рис. 1; 2) вертикально вниз—рис. 2; 3) горизонтально—рис. 3.
По первой схеме установки легче обслуживать агрегат, чем повторной, потому что червячный пресс и приемное устройство расположены на одном уровне. По этой схеме обеспечивается также получение толстых пленок; при приемке вниз толстостенный рукав обрывается под действием собственного веса. При горизонтальной приемке трудно получить пленку с небольшой разнотолщинностью, потому что в этом случае всегда велика разница между температурой воздуха, окружающего нижнюю и верхнюю поверхности рукава. Таким образом, чаще всего пользуются первой схемой.
Пленочный агрегат изображен на рис. 4. Образование расплава происходит в червячном прессе. Формование цилиндрического рукава осуществляется головкой 7.
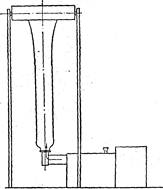
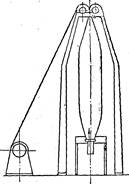
Рисунок 1 - Установка для получения пленок (приемка ,вверх).
Пневматическое растяжение производится сжатым воздухом, подаваемым внутрь рукава 8, через головку. Выход воздуха из рукава закрывается тянущими отжимными валками 4, которые зажимают рукав. Через редукционный клапан с точным манометром в рукав подается воздух ризб=0,2—0,3 аг, при этом внутри рукава устанавливается давление .ризб= 2—3 мм вод. ст. Рукав охлаждается воздухом, омывающим его на пути от головки до валков 4. Охлаждение может быть интенсифицировано принудительной подачей воздуха, нагнетаемого воздуходувкой 13, в охлаждающее кольцо 6, расположенное над головкой. Складывание рукава производится с помощью двух щек 5. Обрезка кромок рукава выполняетсярежущим приспособлением 2.
 |
 |
Рисунок 3 - Установка для получения пленок (горизонтальная приемка).
Все узлы, обеспечивающие пневматическое растяжение и оттяжку пленки, складывание рукава, обрезку кромок и намотку разглаженной пленки, входят в устройство, которое принято называть приемным.
Из каждого полимера выпускается широкий ассортимент пленок, отличающихся по толщине и ширине. Толщина выпускаемых пленок 20—600 мк, ширина их может достигать 10 м. Наибольшее распространение получили тонкие пленки (30—60 мк). Производство таких пленок разной ширины осуществляется на агрегатах трех типов (табл.1).
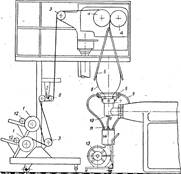
Рисунок 4 - Пленочный агрегат:
1—намоточные валки; 2—режущее приспособление; 3—направляющий валок; 4—тянущие отжимные валки; 5— направляющие (складывающие) щеки; 6—охлаждающее кольцо; 7—головка червячного пресса; 8— рукав пленки; 9—шланг подачи охлаждающего воздуха; 10—регулировочный вентиль; 11— шланг подачи воздуха для раздувания рукава; 12—втулки для намотки пленки; 13—воздуходувка;14—ресивер для воздуха.
Диаметр головки может достигать 1200 мм. Установлено, что при увеличении зазора кольцевой щели увеличивается разнотолщивдюсть пленки. Например, при степени раздувки200% найдено:
Ширина зазора, мм 0,5 0,7 1,0
Отклонения по толщине, % 11,5 21 23
Сопротивление головки и, соответственно, давление расплава увеличением зазора, по-видимому, уменьшаются, при этом процесс выдавливания становится менее устойчивым. Это объясняется тем, что разница в скоростях выдавливания расплава на разных участках кольцевого зазора головки растет вследствие того, что при падении давления возрастает разница в температуре и вязкости в разных точках расплава. Зазор обычно делают равным 0,7—0,8 мм. При меньшихеговеличинах сопротивление головки резко увеличивается. Ниже дано описание одной из конструкций агрегатаII типа. (см. табл. 1).
Таблица 1
Характеристика агрегатов для производства тонких пленок
(30—60мк)
| Величины | Тип агрегата | ||
|
I |
II |
III | |
|
Диаметр червяка, мм |
63 |
90 |
160 |
|
Длина червяка, L/D |
15—20 |
15—20 |
15—20 |
|
Диаметр головки, мм |
200 |
400 |
800 |
|
Зазор кольцевой щели, мм |
0,7 |
07 |
- |
|
Длина валков приемного устройства, мм |
1100 |
1600 |
3100 |
|
Скорость отвода пленки, м/мин |
1—20 |
1—20 |
1—20 |
|
Ширина обрезанной пленки, мм |
1000 |
1500 |
3000 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды