Производство пленок и полиэтилена низкой плотности
Рисунок 8 - Осциллирующая головка:
1—патронный держатель; 2—промежуточное соединение; 3—формующая головка; 4—неподвижный переходник; 5—вращающийся переходник; 6—гайка; 7—звездочка; 8—уплотнения; 9—шарико-подшипники.
Складывающие щеки представляют собой две шарнирно соединенные рамы. На внутренних сторонах рам укреплен бархат. Щеки можно устанавливать под нужным углом,
что позволяет складывать рукав в двойное полотно без складок, и на минимальном расстоянии от тянущих отжимных валков. При этом расстояние между головкой и тянущими отжимными валками 1,5 м.
Тянущее отжимное приспособление состоит из двух валков:•один из них металлический, другой гуммированный. Стальной валок имеет привод с вариатором. Его окружную скорость можно менять в пределах 2—20 м/мин. Гуммированный валок расположен в подвижных подшипниках и может передвигаться. Расстояние между валками достигает 30 мм. При их сближении рукав плотно зажимается, и воздух, содержащийся в рукаве, сохраняет
Плоские ножи для обрезки кромок укреплены на специальных кронштейнах и расположены с двух сторон между двумя опорными валками. Кромки непрерывно наматываются на катушки, вращающиеся от привода тянущих валков.
Рукав после обрезки образует два плоских полотна, которые затем подают на намотку. Во избежание образования складок в рулоне полотно перед намоткой разглаживается специальным изогнутым валиком (рис. 9), представляющим собой стальную изогнутую трубу, на которой укреплены шарикоподшипники с кольцами. На этот каркас натягивается резиновая трубка. Валику может быть придан перекос в нужном направлении, вследствие чего обеспечивается распрямление пленки и правильная намотка.
Намотка пленки осуществляется за счет фрикции рулона с пленкой о намоточный валок. Намоточное устройство состоит из двух одинаковых узлов, в которые входят намоточный валок с приводом, наклонная зубчатая рейка и втулка. Вал втулки находится в зубчатом зацеплении с наклонной рейкой. При вращении намоточного валка вращается также втулка с наматываемой на нее пленкой.
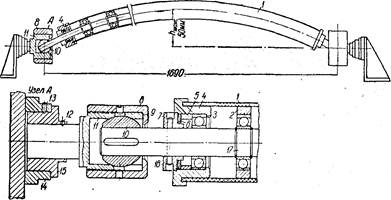 |
Рисунок 9 - Изогнутый распрямляющий валик приемного устройства для пленки:
1—труба; 2, 7—кольца; 3—подшипник; 4— ступица; 5, 9— втулки; 6— прокладка; 8—гайка; 10—шаровая опора; 11—цапфа; 12, 13—стопорные винты; 14—фланец; 15— втулка; 16— штифт; 17— стальной изогнутый валик.
Управление процессом. Перед началом работы нагревают цилиндр машины и головку. По достижении заданных температур нагрев длится еще 30 мин при незагруженной машине и 2 ч, если машина была заполнена материалом. После этого включают двигатель, вращающий червяк. В момент пуска машины число оборотов червяка должно быть минимальным. Цилиндрический рукав, выдавливаемый из головки, центрируют калибрующими болтами таким образом, чтобы скорость потока расплава по всему периметру головки была примерно одинаковой и не происходил бы односторонний изгиб рукава. При достижении соосности рукава с головкой его принимают в зазор раздвинутых тянущих отжимных валков. При отсутствии на рукаве складок валки постепенно сводят. Скорость вращения тянущих отжимных валков регулируют в зависимости от толщины выпускаемой пленки. -Например, линейная скорость отвода рукава при толщине пленки 40 мк составляет 10 м/мин, а при 60 мк—5 м/мин. Соотношение между скоростью отвода рукава и скоростью его выдавливания из головки оказывает существенное влияние на физико-механические свойства пленки, так как этим соотношением определяется степень продольной вытяжки пленки и, следовательно, ее ориентация.
Скорость выдавливания для полиэтилена определяется следующим уравнением:
![]() (1)
(1)
![]() где Q—производительность червячного пресса, кг/ч;
где Q—производительность червячного пресса, кг/ч;
0,81 г/см3—плотность расплава полиэтилена при 140° С;
![]() —диаметр кольцевого зазора, см;
—диаметр кольцевого зазора, см;
t—зазор щели в головке, см
Физико-механические свойства пленки зависят не только от свойств исходного полимера, но и от температурного режима и степени вытяжки. При понижении температуры возрастает предел прочности при растяжении. Долевая вытяжка оказывает существенное влияние на свойства пленки. Разница в свойствах пленки в долевом и поперечном направлениях. зависит от отношения вытяжки к раздувке. Для того чтобы пленка имела одинаковые свойства в обоих направлениях, при раздувке в три раза нужно вытянуть пленку на 300%. Обычно вытяжка превышает степень раздувки. После защемления рукава в тянущих отжимных валках в него постепенно нагнетают воздух давлением ризб==100—200 мм вод. ст.Подачу воздуха регулируют таким образом, чтобы диаметр рукава в его цилиндрической части был постоянным. Существуют пневматические устройства, регулирующие давление воздуха в рукаве.
Степень раздувки
![]() (2)
(2)
(где Др—диаметр раздутого рукава, см) оказывает значительное влияние на равномерность пленки по толщине, особенно в поперечном направлении (табл. 2). Поэтому Ер не должна превышать 250%, т. е. диаметр рукава не должен быть больше диаметра формующего зазора в 2,5 раза. Следовательно, для получения пленки шириной 1,5 м на головке диаметром 400 мм диаметр рукава должен быть равен 1000 мм.
Таблица 2
Зависимость равномерности пленки по толщине от степени раздувки
| Степень раздувки, % | Средняя толщина, мк | Отклонения по толщине, % | ||
| общие | поперек | вдоль | ||
| 150 | 57 | 12 | 10,5 | 9 |
| 250 | 43 | 16 | 16 | 10 |
| 350 | 44 | 32 | 32 | — |
Другие рефераты на тему «Производство и технологии»:
- Автоматическая система управления процессом передвижения пассажирского лифта
- Анализ ассортимента и потребительских свойств швейных машин для изготовления плоских швов
- Моделирование и оптимизация процесса ковки в вырезных бойках крупных поковок из слитков с целью проработки внутренней структуры металла
- Проектирование привода пластинчатого конвейера
- Защита атмосферы от загрязнения веществами, содержащимися в вентиляционных выбросах
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды