Моделирование и оптимизация процесса ковки в вырезных бойках крупных поковок из слитков с целью проработки внутренней структуры металла
СОДЕРЖАНИЕ
Введение
1. Выбор критерия оптимизации и определение набора управляющих параметров
2. Определение системы ограничений
3. Математическое описание процесса
4. Выбор и обоснование способа оптимизации
5. Построение алгоритма оптимизации
6. Расчёт оптимальных параметров
Заключение
Литература
Введение
Проблема проработки внутренней структуры металла при ковке крупных поковок из слитков имеет большую актуальность. Одной из самых распространённых операций ковки, применяемой при обкатке граней слитков и отделки поковок круглых сечений, является протяжка.
Если обрабатывать круглую заготовку плоскими бойками (рис. 1) при небольших обжатиях за каждый удар молота или нажим пресса, непрерывно кантуя ее после каждого удара, то можно получить заготовку меньшей площади также круглого сечения. Однако в практике ковки давно известно, что при таком способе протяжки круглой заготовки даже из пластичной стали, по ее оси образуются рыхлоты.
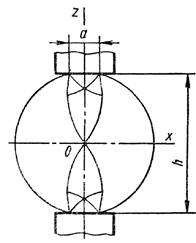
Рис. 1. Протяжка на плоских бойках
Это объясняется особенностями напряженного состояния круглой заготовки при ее обжатии плоскими бойками, которое в поперечных сечениях круглой заготовки аналогично напряженному состоянию в продольном сечении прямоугольной заготовки при вытяжке с малыми отношениями l0/h. /1/
Из рис. 1. видно, что при протяжке круглой заготовки ширина а поверхности контакта заготовки с бойком переменная. Чем больше обжатие, тем больше становится и отношение a/h и тем меньше будет величина растягивающих напряжений на оси заготовки.
Однако для того чтобы вести протяжку плоскими бойками «с круга на круг», нельзя применять степень обжатия сколько-нибудь значительную, а вследствие необходимости непрерывной кантовки растягивающие напряжения, направленные горизонтально, будут совпадать с различными радиусами заготовки.
Таким образом, создается разноименная схема напряженного состояния со значительной ролью растягивающих напряжений, которая обусловливает неблагоприятные условия для проявления металлом пластических свойств.
И поэтому при протяжке на круг плоскими бойками легко образуется осевая рыхлость даже при обработке сплавов с большой пластичностью. На практике стараются не применять эту схему и пользуются не плоскими бойками, а бойками с вырезом (см. рис. 2) (ромбическими, комбинированными, фасонными).
При вырезных бойках напряженное состояние будет более равномерным и в большей степени приближаться к всестороннему (неравномерному) сжатию.
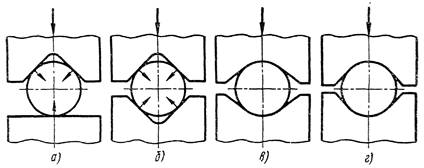
Рис. 2. Протяжка в вырезных бойках
1. ВЫБОР КРИТЕРИЯ ОПТИМИЗАЦИИ И ОПРЕДЕЛЕНИЕ НАБОРА УПРАВЛЯЮЩИХ ПАРАМЕТРОВ
Ковку протяжкой как преимущественной операции применяют для получения поковок, у которых один размер существенно превосходит два других (типа вала, валка, пластины).
Сущность пластического потокообразования при ковке протяжкой состоит в течение металла преимущественно по поверхностям наибольших касательных напряжений, осуществляемого в условиях зонообразования. Силовое воздействие машины-орудия передаётся инструментом (бойками) на заготовку через контактные поверхности. Геометрический очаг деформации с других сторон ограничен свободными от внешних сил поверхностями и внешними, недеформируемыми в данный момент частями заготовки. Расчленение, таким образом, объёма заготовки проявляется в локализации преимущественного течения металла по поверхностям сдвига. /2/
Кроме технологической цели – быстрейшего достижения заданной вытяжки, величина обжатия при ковке с кантовками обуславливает и степень проработки объёмной структуры металла.
При ковке в вырезных бойках с большими единичными обжатиями поверхности максимальных сдвиговых деформаций перераспределяются по большей части геометрического очага деформации, т.е. на степень деформации большое влияние оказывает геометрия рабочего инструмента.
Таким образом, за критерий оптимизации можно принять степень деформации поковок, а за управляющие параметры – угол выреза бойков и степень единичного обжатия.
2. ОПРЕДЕЛЕНИЕ СИСТЕМЫ ОГРАНИЧЕНИЙ
Величина единичных обжатий при протяжке зависит от нескольких факторов, в числе которых мощность оборудования (соотносительно к сопротивлению деформации заготовки), пластичность материала заготовки, окончательная степень укова и т. д. /2/
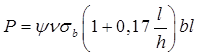
Примем за систему ограничений процесса ковки в вырезных бойках необходимое усилие ковочного пресса. Оно определяется:
где ![]() – масштабный коэффициент, в нашем случае
– масштабный коэффициент, в нашем случае ![]() =0,6;
=0,6;
![]() – коэффициент, учитывающий изменение удельного усилия при изменении формы бойков, для вырезных бойков
– коэффициент, учитывающий изменение удельного усилия при изменении формы бойков, для вырезных бойков ![]() =1,25;
=1,25;
![]() - предел прочности материала поковки при температуре протяжки,
- предел прочности материала поковки при температуре протяжки, ![]() =685 МН/м2;
=685 МН/м2;
l, b, h – размеры заготовки в очаге деформации.
3. МАТЕМАТИЧЕСКОЕ ОПИСАНИЕ ПРОЦЕССА
Для определения степени деформации при протяжке заготовки в ромбических бойках примем, что заготовка геометрически подобна форме бойков и упростим кинематическую схему течения металла./3/ Допустим, что металл по всей контактной поверхности скользит относительно инструмента. Касательные силы трения определяем из уравнения ![]() . Полагаем, что пластическая деформация не распространяется за пределы геометрического очага деформации. При этом влияние внешних недеформируемых концов полосы учитываем работой среза на граничных плоскостях. Считаем, что вертикальные, продольные и поперечные сечения в процессе деформации остаются плоскими.
. Полагаем, что пластическая деформация не распространяется за пределы геометрического очага деформации. При этом влияние внешних недеформируемых концов полосы учитываем работой среза на граничных плоскостях. Считаем, что вертикальные, продольные и поперечные сечения в процессе деформации остаются плоскими.
Схема процесса обжатия показана на рис. 3.
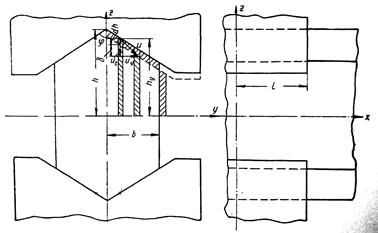
Рис. 3. Схема деформации заготовки
Согласно принятой кинематической схеме, относительная высотная деформация выразится как:
 ,
,
где ![]() - абсолютное обжатие металла за счет высотного перемещения бойков;
- абсолютное обжатие металла за счет высотного перемещения бойков;
![]() - дополнительное обжатие металла за счёт смещения обжимаемого элементарного объёма металла в направлении оси у;
- дополнительное обжатие металла за счёт смещения обжимаемого элементарного объёма металла в направлении оси у;
![]() - высота полосы в сечении, расположенном на расстоянии у от начала координат.
- высота полосы в сечении, расположенном на расстоянии у от начала координат.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды