Автоматизация питающего бункера чесальной машины
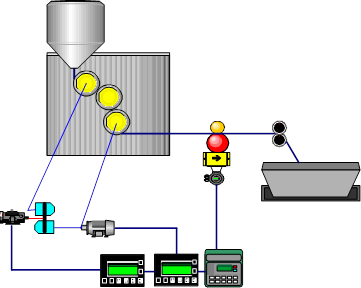
При изменении ЛП ленты на выходе вытяжной пары сигнал с пневматического датчика ПД подается на вход преобразователя ПЭП, и далее на вторичный прибор, где сравнивается с заданием. Сигнал рассогласования подается на реверсивный двигатель РД, который перемещает ремень вариатора и тем самым изменяя коэффициент передачи вариатора.
 >
>
Рисунок 3. Мнемосхема чесальной машины
1.2 Обоснование необходимости автоматизированного контроля и управления
Одной из основных операций на чесальных, ленточных и прядильных машинах является «утонение» продукта, причем к равномерности свойств получаемого продукта по длине (толщине, прочности и т.д.) предъявляются очень высокие требования.
Задачу выравнивания продукта решают разными методами. В некоторых случаях – за счет увеличения переходов (продукт утоняют вытягиванием, а затем, складывая несколько лент, снова их вытягивают). Однако в последнее время все большее внимание уделяется автоматическим методам выравнивания продукта, позволяющим получать продукцию высокого качества с меньшим количеством технологического оборудования. Развивается тенденция к сокращению не только отдельных однотипных машин (например, ленточных), но и целых переходов.
Основным показателем, характеризующим равномерность продукта (ленты, ровницы, пряжи) по толщине, является линейная плотность. В существующих системах автоматического регулирования ОПЛ контролируется в основном механическими, индуктивными, пневматическими, фотоэлектрическими и радиоактивными первичными преобразователями.
Регуляторы ЛПЛ, или системы автоматического выравнивания продукта (САВ), нашли применение на трепальных машинах, на ленточных машинах в камвольном прядении шерсти, в хлопкопрядении при бесхолстовом питании и в льнопрядении. Ведутся разработки САВ для чесальных машин различных конструкций. Регулирование ЛПЛ, как правило, осуществляется изменением вытяжки за счет изменения скорости вытяжных (питающих или выпускных) цилиндров машин.
1.3 Требования к автоматизированным системам контроля и управления
Требования к функциям АСУ
АСУ в необходимых объемах должна, автоматизировано выполнять:
• сбор, обработку и анализ информации (сигналов, сообщений, документов и т. п.) о состоянии объекта управления;
• выработку управляющих воздействий (программ, планов и т. п.);
• передачу управляющих воздействий (сигналов, указаний, документов) на исполнение и ее контроль;
• реализацию и контроль выполнения управляющих воздействий;
• обмен информацией (документами, сообщениями и т. п.) с взаимосвязанными автоматизированными системами.
Состав автоматизированных функций (задач, комплексов задач - далее функций) АСУ должен обеспечивать возможность управления соответствующим объектом в соответствии с любой из целей, установленных в ТЗ на АСУ.
Состав автоматизированных функций АСУ и степень их автоматизации должны быть технико-экономически и (или) социально обоснованы с учетом необходимости освобождения персонала от выполнения повторяющихся действий и создания условий для использования его творческих способностей в процессе работы.
Требования к техническому обеспечению АСУ
Комплекс технических средств АСУ должен быть достаточным для выполнения всех автоматизированных функций АСУ. В комплексе технических средств АСУ должны в основном использоваться технические средства серийного производства. При необходимости допускается применение технических средств единичного производства.
Тиражируемые АСУ и их части должны строиться на базе унифицированных технических средств.
Технические средства АСУ должны быть размещены с соблюдением требований, содержащихся в технической, в том числе эксплуатационной, документации на них, и так, чтобы было удобно использовать их при функционировании АСУ и выполнять техническое обслуживание.
Размещение технических средств, используемых персоналом АСУ при выполнении автоматизированных функций, должно соответствовать требованиям эргономики: для производственного оборудования по ГОСТ 12.049-80, для средств представления зрительной информации по ГОСТ 21829-76, в том числе для табло коллективного пользования из цифровых знакосинтезирующих электролюминесцентных индикаторов по ГОСТ 21837-76.
Технические средства АСУ, используемые при взаимодействии АСУ с другими системами, должны быть совместимы по интерфейсам с соответствующими техническими средствами этих систем и используемых систем связи.
В АСУ должны быть использованы технические средства со сроком службы не менее десяти лет. Применение технических средств с меньшим сроком службы допускается только в обоснованных случаях и по согласованию с заказчиком АСУ.
Любое из технических средств АСУ должно допускать замену его средством аналогичного функционального назначения без каких-либо конструктивных изменений или регулировки в остальных технических средствах АСУ (кроме случаев, специально оговоренных в технической документации на АСУ).
Технические средства АСУ допускается использовать только в условиях, определенных в эксплуатационной документации на них. В случаях, когда необходимо их использование в среде, параметры которой превышают допустимые значения, установленные для этих технических средств, должны быть предусмотрены меры защиты отдельных технических средств АСУ от влияния внешних воздействующих факторов.
В АСУ должны быть использованы средства вычислительной техники, удовлетворяющие общим техническим требованиям по ГОСТ 22552-84.
2. Раздел автоматизации
2.1 Идентификация объекта автоматизации
Под идентификацией динамических объектов понимают процедуру определения структуры и параметров их математических моделей, которые при одинаковом входном сигнале объекта и модели обеспечивают близость выхода модели к выходу объекта при наличие какого-то критерия качества.
Обычно идентификация – многоэтапная процедура. Основные ее этапы следующие:
1. Структурная идентификация – заключается в определении структуры математической модели на основании теоретических соображений.
2. Параметрическая идентификация – включает в себя проведение идентифицирующего эксперимента и определение оценок параметров модели по экспериментальным данным.
3. Проверка адекватности – проверка качества модели в смысле выбранного критерия близости выходов модели и объекта.
Для проведения идентификации технологического объекта управления воспользуемся пакетом System Identification Toolbox (SIT) из состава MATLAB.
Пакет System Identification Toolbox содержит средства для создания математических моделей линейных динамических объектов (систем) на основе наблюдаемых входных/выходных данных. Он имеет удобный графический интерфейс, позволяющий организовывать данные и создавать модели. Методы идентификации, входящие в пакет применимы для решения широкого класса задач – от проектирования систем управления и обработки сигналов до анализа временных рядов.
Другие рефераты на тему «Производство и технологии»:
- Качественный метод исследования с применением индикаторов. Весовой метод измерения скорости коррозии металлов
- Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
- Магнитопорошковый метод контроля
- Кинематический расчет плоских шарнирных механизмов
- Ограждения и защитные устройства металлорежущих станков
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды