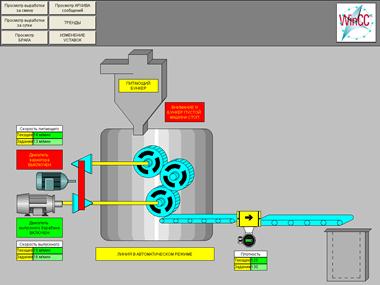
Автоматизация питающего бункера чесальной машины
Затем в режиме командной строки MATLAB задаются начальные значения параметров, подлежащих оптимизации.
>> kp=1
>> ki=1
>> kdos=1
Двойным щелчком мыши на пиктограмме ПИ регулятор и нормирующего преобразователя раскрывается окно настроечных коэффициентов (см. рисунок 2.3.2 и 2.3.3). Где введем имена коэффициентов которые будем подвергать автоматической оптимизаци
и.
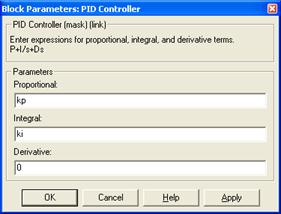
Рисунок 2.3.2 Окно настроек PID регулятора
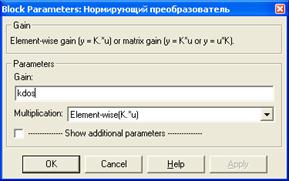
Рисунок 2.3.3 Окно настроек нормирующего преобразователя
Двойным щелчком мыши на пиктограмме NCD Outport данный блок раскрывается. В меню блока NCD Outport задаётся интервал дискретизации (один или два процента от длительности процесса моделирования и указываются имена (идентификаторы) параметров системы, подлежащих оптимизации.
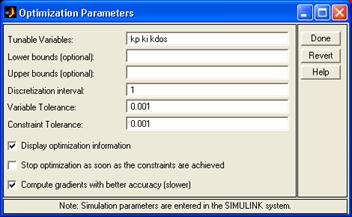
Рисунок 2.3.4 Окно настроек NCD Outport
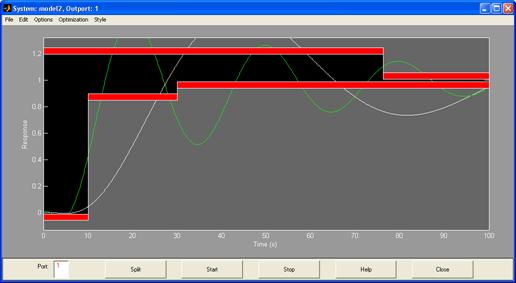

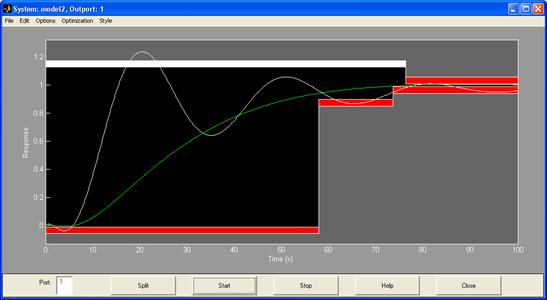
Рисунок 2.3.5 NCD Outport процесс оптимизации параметров регулятора
По окончании работы NCD Outport в окне команд MATLAB можно получить оптимизированные значения коэффициентов ПИ- регулятора:
>> kp
kp = 0.2601
>> ki
ki = 0.393
>> kdos
kdos = 0.3333
2.4 Анализ устойчивости и качества системы управления
Для построения переходной характеристики и логарифмических амплитудных и частотных характеристик с помощью LTI необходимо заменить блок PID контроллер на эквивалентную схему, т.к. блок PID не предназначен для работы в составе системы при линеаризации.
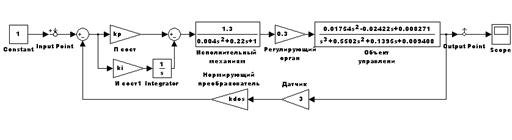
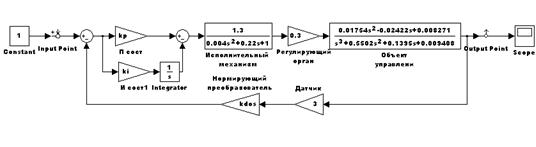
Рисунок 2.4.1 Схема САР линейной плотности для снятия переходной характеристики
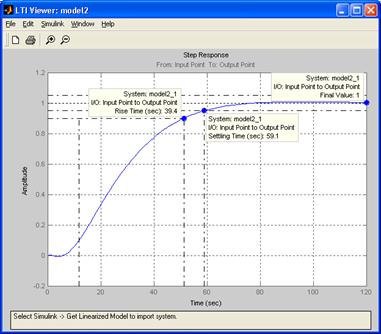
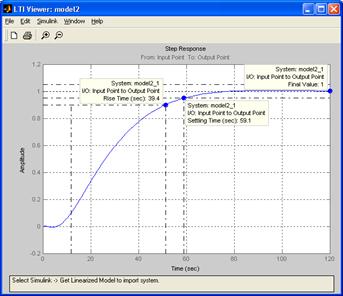
Рисунок 2.4.2 Переходная характеристика САР линейной плотности с введенным и оптимизированным ПИ- регулятором
Из рисунка 2.4.2 видим:
1. Время нарастания – 39.4 с.;
2. Время регулирования – 59.1 с.;
3. Установившееся значение – 1;
4. Перерегулирование – отсутствует.
Для получения логарифмических амплитудных и фазовых характеристик для определения запасов устойчивости и амплитуде и фазе необходимо разомкнуть систему.

Рисунок 2.4.3 Схема разомкнутой САР для снятия логарифмических характеристик
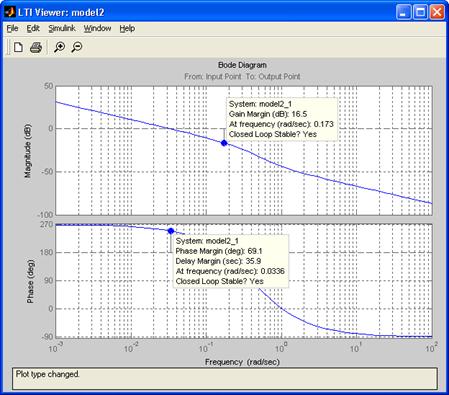
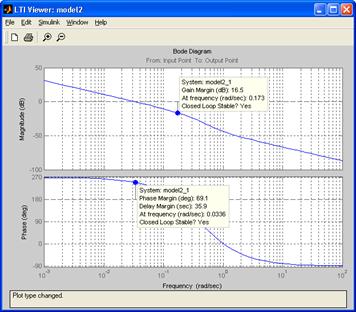
Рисунок 2.4.4 ЛАХ и ЛФХ системы автоматического регулирования линейной плотности
Из рисунка 2.4.4 видим:
1. Запас по амплитуде – 16.5 dB;
2. Запас по фазе – 69.1°.
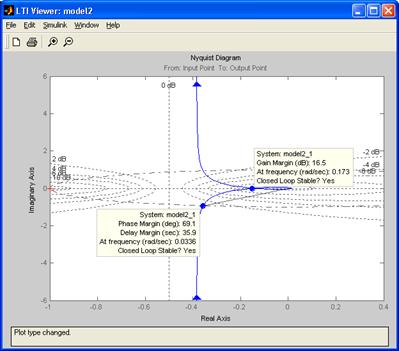
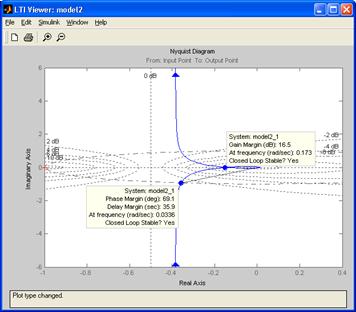
Рисунок 2.4.5 АФЧ системы автоматического регулирования линейной плотности
Заключение
В данной курсовой работе проведена идентификация питающего бункера чесальной машины как объекта автоматического регулирования линейной плотности. Проведена проверка на наблюдаемость и управляемость объекта управления. На основе анализа переходных характеристик объекта управления был выбран наиболее подходящий для данного переходного процесса ПИ – регулятор. Проведена оптимизация настроечных параметров этого регулятора с помощью MATLAB.
В результате введения в систему ПИ-регулятора были получены следующие параметры системы:
· Время переходного процесса 59.1 с.;
· Перерегулирование отсутствует;
· Статическая ошибка – нет;
· Запас по фазе 69.1°;
· Запас по амплитуде 16.5 dB.
Учитывая полученные значения параметров системы можно утверждать, что выполнены все поставленные в задании на курсовую работу требования.
Литература:
1. Бесекерский В.А., Попов Е.П. Теория систем автоматического регулирования. М.: Наука, 1972. – 412 с.
2. Теория автоматического управления. Под. ред. Ю.М. Соломенцева. М.: Высшая школа, 2003. – 372 с.
3. Воронов А.А. «Основы теории автоматического регулирования и управления ». Уч. пособие для вузов. М.: Высш. Школа, 1977.-519стр
4. Варламов И.Г., Чем руководствоваться при принятии решения по выбору закона регулирования (ПИ или ПИД) в процессе наладки САР на предприятии? «Промышленные АСУ и контроллеры. 2005. №11 с.59-60»
5. «Автоматизированные системы обработки информации и управления» под ред. Кескевич И.Л., уч. изд., 1990г.
6. «Автоматические приборы, регуляторы и вычислительные системы» Справочное пособие. Изд 3-е, перераб. и доп. Под ред. Б.Д. Кошарского. Л.: «Машиностроение».1976. 488 с. ил.
7. Чистяков В.С. «Краткий справочник по теплотехническим измерениям».-М.: Энергоатомиздат, 1990.-320 с.
8. ГОСТ 21 404 «Автоматизация технологических процессов. Условные графические обозначения»
9. СНиП 305.07-85 «Автоматизация технологических процессов. Основные положения».
10. Карташова А.Н., Дунин-Барковский И.В. Технологические измерения и приборы в текстильной и легкой промышленности. М., Легкая и пищевая промышленность, 1984 – 312 с
11. Айзенберг Л.Г., Кипнис А.Б., Стороженко Ю.И. Технологические измерения и контрольно-измерительные приборы в текстильной и легкой промышленности. М., Легпромбытиздат, 1990 – 368 с., ил
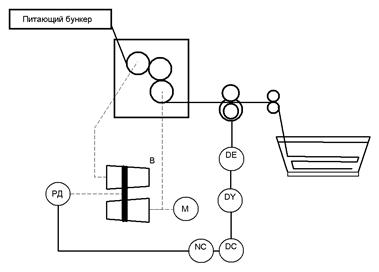
Структурная схема АСР линейной плотности
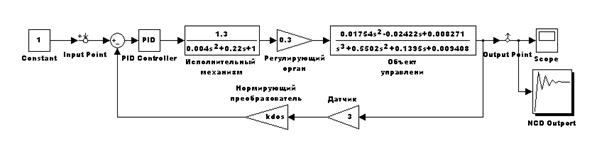
Динамический подбор коэффициентов ПИ регулятора с использованием блока NCD
Структурная схема АСР линейной плотности для снятия переходной характеристики
Переходная характеристика АСР линейной плотности
ЛАХ и ЛФХ АСР линейной плотности
АФЧХ АСР линейной плотности
Другие рефераты на тему «Производство и технологии»:
- Кристаллизация сталей и твердофазные превращения в сталях. Выделение аустенита, феррита, цементита, перлитное превращение
- Порошковая металлургия
- Освещение производственной территории
- Классификация, особенности, области применения гибких производственных систем (ГПС)
- Автоматизация экстрактора противоточного типа
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды