Магнитопорошковый метод контроля
Содержание
1. Магнитные методы неразрушающего контроля
2. Магнитопорошковый метод
3. Этапы магнитопорошкового контроля
Заключение
1. Магнитные методы неразрушающего контроля
Магнитные методы неразрушающего контроля решают следующие задачи:
феррозондовый метод контроля применяется для выявления поверхностных и под поверхнос
тных (глубиной до 10 мм) дефектов типа нарушения сплошности материала: волосовины, трещин, раковин, закатов, плен и т.п., а также для выявления дефектов типа нарушения сплошности сварных соединений и для контроля качества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля;
этот метод можно применять на изделиях любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя;
магнитографическим методом контроля выявляют дефекты типа нарушения сплошности материала изделий, в основном для контроля сварных стыковых соединений из ферромагнитных материалов при их толщине от 1 до 18 мм.
Вихретоковый метод неразрушающего контроля основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объект контроля этим полем.
Данный метод применяют для контроля деталей, изготовленных из электропроводящих материалов.
Особенности присущие вихретоковым методам: многопараметровость, бесконтактный контроль, нечувствительность к изменению влажности» давления и загрязненности газовой среды и поверхности объектов контроля непроводящими веществами.
Вихретоковые методы имеют два основных ограничения:
во-первых, их применяют только для контроля электропроводящих изделий; во-вторых, они имеют малую глубину контроля, связанную с особенностями проникновения электромагнитных волн в объект контроля.
Контрольно-измерительные задачи, решаемые с помощью вихретоковых методов:
позволяют обнаружить трещины, раковины, неметаллические включения и другие виды нарушений сплошности (дефектоскопия);
измерять толщины прутков, стенок труб (при одностороннем доступе), диаметр проволок, а так же толщины лакокрасочных, эмалевых, керамических, гальванических и других покрытий, нанесенных на электропроводящую основу (толщинометрия);
контролировать химический состав, механические свойства, остаточные напряжения (структуроскопия).
Неразрушающий контроль осуществляют с помощью СНК (средств неразрушающего контроля): приборов (дефектоскопов, толщиномеров, структуроскопов и т.д.) и установок, а также дефектоскопических веществ и материалов (проникающих и проявляющих жидкостей, магнитных порошков и суспензий, паст и т.д.), стандартных образцов, вспомогательного оборудования.
Дефектоскопы представляют собой приборы и установки, предназначенные для обнаружения дефектов типа нарушения сплошности.
Практически все дефектоскопы не только выявляют дефекты в изделии, но и определяют с установленной погрешностью его размеры и местонахождение. Некоторые дефектоскопы способны обнаруживать дефекты, определять глубину их и координаты относительно плоскостей изделия.
Структуроскопы в зависимости от их принципа действия могут определять физико-химические свойства материала, оценивать твердость и прочность материалов, глубину и качество термической обработки, обнаруживать отклонение содержания углерода от номинального значения, рассортировывать изделия по твердости, выявлять неоднородные по структуре области.
Принципиальный шаг вперед в области методов магнитного неразрушающего контроля был сделан после изобретения Е.М. Беловым "Способ прогнозирования местоположения течей трубопроводов", позволяющего выявлять аномальные участки трубопровода с поверхности земли за счет бесконтактного измерения его магнитного поля. На базе этого способа реализовано техническое устройство ИАМ-1. Из публикаций о результатах применения данного прибора можно сделать вывод о его достаточной эффективности в качестве индикатора аномальных участков трубопровода с отклонениями уровня напряженно-деформированного состояния металла от фоновых значений. Однако методические основы обследования указанным прибором для выявления точного местоположения, вида и опасности дефектов металла в печати или в нормативных документах не отражены и не могут быть проанализированы. Недостатком метода является отсутствие системы автоматической регистрации с заданным шагом (т.е. сканирования), т.е. появляется зависимость от человеческого фактора. Эффективность применения данной технологии может быть оценена широким кругом специалистов по НК лишь при публикации достаточно обширной статистики вскрытий по результатам обследований.
2. Магнитопорошковый метод
Магнитопорошковый метод предназначен для выявления поверхностных и под поверхностных (на глубине до (1,5 . 2) мм) дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, не проварка стыковых сварных соединений, закатов и т.д.
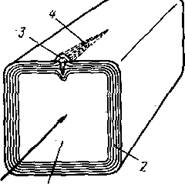
Магнитные частицы порошка, попадая в поле дефекта под действием электрического тока 7, намагничиваются и в результате притягивающей сипы перемещаются в зону наибольшей неоднородности магнитного поля. Порошинки, притягиваясь друг к другу, выстраиваются в цепочки, ориентируясь по магнитным силовым линиям поля 2, и, накапливаясь, образуют характерные рисунки в виде валиков 3, по которым судят о наличии дефекта 4.
Этим методом можно контролировать изделия любых габаритных размеров и форм, если магнитные свойства материала изделия (относительная максимальная магнитная проницаемость не менее 40) позволяют намагничивать его до степени, достаточной для создания поля рассеяния дефекта, способного притянуть частицы ферромагнитного порошка.
Магнитопорошковый метод - это метод неразрушающего контроля поверхностей изделий из ферромагнитных материалов в их производстве и эксплуатации, суть которого такова: магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом. Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды