Автоматизация проектирования и составления технологической карты термообработки заготовок
Расчет норм времени выдержки при отпуске
Для определения времени нагрева первоначально необходимо расчитать геометрический показатель тела W. W – геометрический показатель тела, равный отношению объёма тела V к площади его поверхности F [9].
Далее рассмотрены формулы для вычисления величины W различных тел простой формы. Для шара:
W = D/6, (1.2)
где D – наружный диаметр шара.
Для цилиндра, нагреваемого со всех сторон:
W = ![]() , (1.3)
, (1.3)
где D – наружный диаметр цилиндра;
l – длина тела.
Для сплошного цилиндра, нагреваемого с одной стороны:
W =  , (1.4)
, (1.4)
где D – наружный диаметр цилиндра;
l1 – длина нагреваемой части тела.
Для полого цилиндра, нагреваемого со всех сторон:
W =  , (1.5)
, (1.5)
где D – наружный диаметр цилиндра;
d – внутренний диаметр цилиндра;
l – длина тела.
Для куба:
W = B/6, (1.6)
где B – ребро куба.
Для прямоугольной пластины, нагреваемой со всех сторон:
W =  , (1.7)
, (1.7)
где B – толщина пластины;
a – ширина пластины;
l – полная длина тела.
Рассчитав геометрический показатель W выбираем продолжительность нагрева заготовки при отпуске по таблице 1.12 [9].
Таблица 1.12 – Зависимость продолжительности нагрева при отпуске от величины W
|
Среда нагрева |
Температура °С |
W |
Продолжительность нагрева, мин |
|
масло |
100 |
0.5 |
14 |
|
1 |
23 | ||
|
1.5 |
32 | ||
|
200 |
0.5 |
14 | |
|
1 |
23 | ||
|
1.5 |
32 | ||
|
300 |
0.5 |
11 | |
|
1 |
18 | ||
|
1.5 |
24 | ||
|
соль |
300 |
0.5 |
8 |
|
1.0 |
14 | ||
|
1.5 |
19 | ||
|
450 |
0.5 |
2.5 | |
|
1.0 |
6 | ||
|
1.5 |
10 | ||
|
600 |
0.5 |
1.4 |
Расчет норм времени выдержки при закалке.
Время нагрева в закалочной среде зависит от диаметра (толщины) массы заготовки, мощности печи и требований чертежа (термическая обработка с закалкой или с отпуском).
Общая продолжительность нагрева при закалке зависит от двух слагаемых – времени нагрева до заданной температуры tH и времени выдержки при этой температуре tB.
Время выдержки при заданной температуре tB упрощенной принимают равным 1 минуте для углеродистых сталей и 1.5 – 2 минуты для легированных сталей на 1 мм толщины металла.
Время нагрева до заданной температуры tH определяется по следующей формуле
tH = a·D, (1.8)
где a – коэффициент, определяемый экспериментально, в с/мм;
D – диаметр изделия.
Если изделие квадратного или прямоугольного сечения, то вместо величины D используют толщину изделия H.
Значение коэффициента а в зависимости от условий нагрева и формы изделия приведены в таблице 1.13 [10].
Таблица 1.13 – Значение коэффициента а
|
Нагревательный агрегат |
Температура печи в °С |
Коэффициент а | ||
|
для круглого сечения |
для квадратного сечения |
для прямоугольного сечения | ||
|
Электропечь |
800 |
40-50 |
60-65 |
60-75 |
|
Соляная ванна |
800 |
12-15 |
15-18 |
18-22 |
|
Свинцовая ванна |
800 |
6-8 |
8-10 |
10-12 |
|
Соляная ванна |
1300 |
6-8 |
8-10 |
10-12 |
1.3 Разработка структурно-функциональной модели системы автоматизированного проектирования технологического процесса термообработки заготовок
Структурно-функциональная модель представляется активностью (процессом), инкапсулирующим расчет технологических параметров и составление технологической документации, имеет входы, на которые поступают исходные данные и выходы на которых имеем результат расчетов, исполнителей расчетов технологических параметров и составления технологической документации.
Работа технолога по проектированию технологического процесса термообработки заготовок приведено в разделе 1.1.1.
Структурно-функциональная модель для проектирования технологических процессов термообработки заготовок представлена на рисунке 1.3.
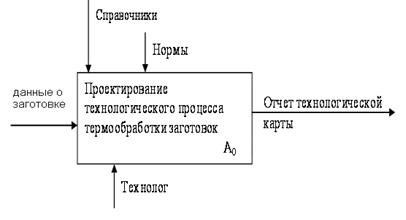
Рисунок 1.3 – Структурно-функциональная модель для проектирования технологического процесса термообработки заготовок
Описание структурно-функциональной модели для проектирования технологических процессов термообработки заготовок представлено в таблице 1.14.
Таблица 1.14 – Описание структурно-функциональной модели для проектирования технологических процессов термообработки заготовок
|
Наименование операции/ исполнитель |
Чем регламентируется и заканчивается |
Входы |
Выходы |
|
Проектирование технологического процесса термообработки заготовок |
Техническая документация, справочники, нормы |
Данные о заготовке |
Отчет технологической карты |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды