Автоматизация проектирования и составления технологической карты термообработки заготовок
Таблица 1.26 – Описание прецедента «Сформировать технологическую карту»
|
Описание прецедента «Сформировать технологическую карту» |
|
Основной исполнитель – технолог |
|
Предусловия: – технологическая карта заполнена данными об об рабатываемой детали; – построен термический режим на обрабатываемую деталь. |
|
Входные данные: – № заказа; – № чертежа; – наименование заготовки; – марка стали; – диаметр (толщина) заготовки; |
|
– вид сечения; – режим термообработки; – ST – предел текучести для остаточной деформации , [МПа]; – d5 – относительное удлинение при разрыве, [%]; – у – относительное сужение, [%]; – KCU – ударная вязкость, [кДж/м2]; – НВ – твердость по Бринеллю, [МПа]; – расчетный размер сечения детали; – рассчитанные нормы времени; – график термического режима. |
|
Основной успешный сценарий (основной процесс): технологическая карта сформирована |
|
Частота выполнения: для каждого технологического процесса на деталь |
|
Постусловия (результаты): технологическая карта составлена, может быть выведена на печать либо сохранена в архиве |
|
Выходные данные: заполненная технологическая карта с данными об обрабатываемой детали и графиком термического режима |
Таблица 1.28 – Описание прецедента «Сохранить в архив»
|
Основной исполнитель – технолог |
|
Предусловия: технологическая карта сформирована |
|
Входные данные: технологическая карта |
|
Основной успешный сценарий (основной процесс): технологическая карта сохранена в БД |
|
Частота выполнения: по требованию технолога |
|
Постусловия (результаты): поиск однотипных технологических процессов в БД |
|
Выходные данные: запись в БД |
Таблица 1.29 – Описание прецедента «Отправить на печать»
|
Основной исполнитель – технолог |
|
Предусловия: технологическая карта сформирована |
|
Входные данные: технологическая карта |
|
Основной успешный сценарий (основной процесс): технологическая карта отправлена на печать |
|
Частота выполнения: по требованию технолога |
|
Постусловия (результаты): технологическая карта в бумажном варианте передается в цех |
|
Выходные данные: технологическая карта в бумажном варианте |
Разработка диаграммы классов для ПМК технологического процесса термообработки заготовок
Диаграмма классов служит для представления статической модели системы. Диаграмма классов может отражать, в частности, различные взаимосвязи между отдельными сущностями предметной области, такими как объекты и подсистемы, а так же описывать их внутреннюю структуру и типы отношений. Диаграмма классов состоит из множества элементов, которые в совокупности отображают знания о предметной области [14].
Для составления диаграммы классов предметной области «Проектирование технологического процесса термообработки заготовок» ниже представлено описание процесса проектирования технологического процесса термообработки заготовок.
Технологу поступает документация в виде технологического процесса на изготовление детали и чертеж на деталь. Проанализировав ее, технологу необходимо составить технологическую карту.
На технологической карте отображены данные из справочника химических свойств сталей, справочника механические свойства сталей, справочника сталей, справочника норм времени ТО. На технологической карте отображен график термического процесса.
График термического процесса состоит из таких этапов ТО как нагрев, выдержка и охлаждение.
Для этапов ТО производится расчет сечения заготовки и расчет норм времени в зависимости от выбранного режима термообработки (расчет норм времени на закалку, расчет норм времени на нормализацию, расчет норм времени на отжиг, расчет норм времени на отпуск).
Расчет норм времени производится с учетом указанного оборудования (печь, электрованна) в технологической карте.
На основе данного описания составим диаграмму классов предметной области, представленную на рисунке 1.6
Подробное описание классов представлено в таблице 1.30.
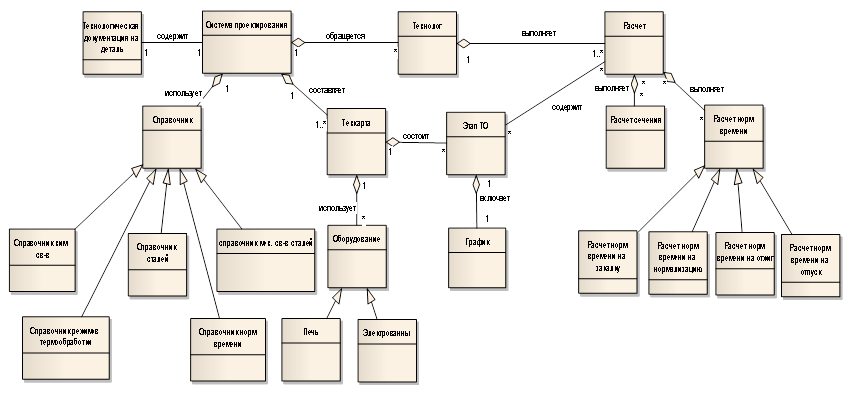
Рисунок 1.6 – Диаграмма классов для системы проектирования технологических процессов термообработки заготовок
Таблица 1.30 – Описание классов для системы проектирования технологических процессов термообработки заготовок
|
Класс |
Сфера ответственности (обязанности класса) |
Базовый класс |
|
Система проектирования |
является распорядителем и уведомляет остальные классы о том, что необходимо выполнить очередные действия |
– |
|
Технологическая документация на деталь |
Содержит в себе данные о детали, подлежащей термической обработке |
– |
|
Технолог |
Отвечает за обработку входных данных с о заготовке с чертежа, данные вводимые технологом |
Система проектирования |
|
Техкарта |
Заполнение технологической карты. Хранение данных в БД о составленных ранее технологических картах |
Система проектирования |
|
Расчет |
Обработка результатов расчетов |
Технолог |
|
Расчет норм времени |
Расчет норм времени термического режима |
Расчет |
|
Расчет сечения |
Определение расчетного размера сечения заготовки |
Расчет |
|
Оборудование |
Отвечает за выбор оборудования для процесса |
Техкарта |
|
Этап ТО |
Отвечает за этапы термической обработки детали |
Техкарта |
|
График |
Обрисовка графика термического процесса в отчете технологической карты |
Этап ТО |
|
Справочник |
Отвечает за добавление/удаление справочных данных для технологического процесса |
Система проектирования |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды