Автоматизация проектирования и составления технологической карты термообработки заготовок
ВВЕДЕНИЕ
Все большее количество промышленных предприятий внедряют на производстве системы автоматизированного проектирования технологических процессов. Автоматизация технологического процесса позволяет улучшить качества регулирования процессом, улучшить эргономику труда операторов процесса и хранить информацию о ходе технологического процесса.
Объектами автоматиза
ции проектирования технологических процессов является совокупность действий проектировщика, разрабатывающих технологический процесс и оформляющий результат разработок в виде конструкторской или технологической документации.
Основные требования, выдвигаемые предприятиями к системам автоматизированного проектирования технологических процессов, заключаются в следующем:
– минимальная стоимость системы при достаточном количестве взаимосвязанных специализированных рабочих мест;
– поэтапное развитие системы в соответствии с финансовыми возможностями предприятия и приоритетом решаемых задач;
– краткие сроки внедрения и окупаемости новых систем.
Для всех этапов проектирования изделий и технологии их изготовления можно выделить следующие основные виды типовых операции обработки информации:
– поиск и выбор из всевозможных источников информации;
– анализ выбранной информации;
– выполнение расчетов;
– принятие проектных решений;
– оформление проектных решений в виде, удобном для дальнейшего использования на последующих стадиях проектирования.
Практически решить в полном объеме задачу формализации всего процесса проектирования очень сложно, однако если будет автоматизирована хотя бы часть проектных операции, это себя оправдает, так как позволит в дальнейшем развивать систему на основе более совершенных технических решений и с меньшими затратами ресурсов.
1. ОБЩАЯ ЧАСТЬ
1.1 Анализ процесса термической обработки заготовок
1.1.1 Анализ режимов термической обработки заготовок и процесса ручного составления технологической карты для единичного производства
В развитии машиностроительной промышленности значительная роль принадлежит термистам, так как термическая обработка является одной из основных, наиболее важных операций общего технологического цикла обработки, от правильного выполнения которой зависит качество (механические и физико-химические свойства) изготовляемых деталей машин и механизмов, инструмента и другой продукции [1].
Термической обработкой называется технологический процесс тепловой обработки металлов и сплавов, в результате которого изменяются их свойства в желательном для нас направлении. Это достигается путем изменения структуры металла и сплава.
Следовательно, задачей термической обработки является изменение строения обрабатываемых материалов.
Любая термическая обработка состоит из трех операции, следующих одна за другой:
– нагрев до определенной температуры;
– выдержка при заданной температуре;
– охлаждение от заданной температуры до комнатной.
Таким образом, процессами термической обработки управляют два основных элемента – температура и время. Поэтому любой процесс термической обработки можно изобразить в виде графика, где по оси ординат откладывается температура, а по оси абсцисс – время [2]. График термической обработки представлен на рисунке 1.1.
При термической обработке стали нужно точно знать температуры, при которых в ней происходят те или иные превращения. Эти температуры называют критическими. В справочниках нижней критической температурой называют Ас1, верхней критической температурой – Ас3.
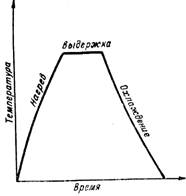
Рисунок 1.1 – График термической обработки
Регулируя температуру и время, можно осуществить такие виды термической обработки стали как: закалка, нормализация, отжиг, отпуск.
Закалка – вид термической обработки, при которой сталь нагревают до больших температур, после чего сталь быстро охлаждают. Материал, подвергшийся закалке приобретает бо́льшую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение. Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с применяют отпуск. В качестве закалочных сред для углеродистых сталей применяют воду и различные водные растворы, а для легированных сталей используют масло и воздух.
Нормализация – вид термической обработки, при которой сталь нагревают на 30-50° выше критических температур Ас3 и после выдержки при этих температурах охлаждают на воздухе. Нормализация является дешевой операцией, чем отжиг, так как печи исполльзуются только для нагрева и выдержки изделия при температуренагрева, а охлаждение производится вне печи. Кроме того нормализация ускоряет процесс термической обработки.
Отжиг – вид термической обработки, когда сталь нагревают до определенной температуры, выдерживают пр этой температуре некоторое время, а затем медленно охлаждают [2]. Целью отжига является либо устранение дефектов предыдущих операций (ковки, литья и д.р.), либо подготовка структуры для последующей обработки резанием или закалки. Отжиг стали может служить для выполнения задачи обратной закалке в случаях когда закаленную деталь требуется обработать режущим инструментом, согнуть или резать. После отжига сталь очень лего поддадется обработке.
Отпуск – вид термической обработки, применяемый для уменьшения или полного снятия напряжений, уменьшения твердости закаленной стали и увеличения пластичности. Нагрев стали происходит до температуры Ас1, выдержка при этой температуре и последующим охладжением. С повышением температуры отпуска твердость и прочность снижаются, показатели пластичности и ударная вязкость увеличиваются. Нагрев при отпуске производят в масляных ваннах, а так же в печах с воздушной атмосферой.
На каждый процесс термической обработки детали, составляется конструкторская документация. В процессе разработки конструкторской документации составление технологических карт занимает значительное время. Процесс составления технологической карты технологом в ручном варианте осуществляется следующим образом. Из кузнечно-прессового бюро технологу выдается технологический процесс на деталь и чертеж детали. В соответствии с требованиями чертежа и маркой стали, технолог выбирает наиболее рациональным режим термообработки (закалка, нормализация, отжиг, отпуск). Заполняя технологическую карту на термообработку технолог вносит данные о химическом составе стали (S, Cu, Mn, Si, P, Cr, Ni) и механические свойства стали (разрыв, текучесть, удлинение, сужение, ударная вязкость, твердость). Для каждой группы марок сталей применимы те или иные режимы термообработки в зависимости от ее механических свойств [2].
Для построения графика термического процесса технолог использует справочник металлов. Из него технолог берет данные о критических точках температуры. На основании этих данных технолог указывает на графике температуру выдержки заготовки. Для определения длительности термообработки заготовок технолог либо использует готовую инструкцию (к примеру на ЗАО НКМЗ для технологов разработаны инструкции, согласно которым они строят график термического процесса для различных режимов термообработки, назначают время термообработки) либо рассчитывает время термообработки по формулам (расчетные формулы приведены в пункте 1.2)
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды