Автоматизация проектирования и составления технологической карты термообработки заготовок
Таблица 1.37 – Характеристика полей таблицы «Механические свойства»
|
Поле |
Тип |
Размер |
Ключ |
Значение по умолчанию |
Назначение |
|
Marka |
string |
20 |
* |
NOT NULL |
Марка стали |
|
Udlinenie |
int |
Удлинение | |||
|
Sgatie |
int |
Сжатие | |||
|
T_otp |
int |
Температура отпуска | |||
|
Razruv |
int |
Разрыв | |||
|
Tekuchest |
int |
Текучесть | |||
|
Sugenie |
int |
Сужение | |||
|
Ud_vyaz |
int |
Ударная вязкость | |||
|
Tverdost |
int |
Твердость |
Таблица 1.38 – Характеристика полей таблицы «Технологическая карта»
|
Поле |
Тип |
Размер |
Ключ |
Значение по умолчанию |
Назначение |
|
Marka |
string |
20 |
* |
NOT NULL |
Марка стали |
|
№_zakaz |
int |
Оборудование | |||
|
№_cherteg |
int |
Температура выдержки | |||
|
Ves |
int |
Температура отпуска | |||
|
Diametr |
int |
Диаметр | |||
|
Naimenovanie |
string |
20 |
Наименование | ||
|
Tehnolog |
string |
20 |
Технолог | ||
|
Nach_buro |
string |
20 |
Начальник бюро | ||
|
koeff |
int |
Коэффициент | |||
|
Oborudovanie |
string |
20 |
Оборудование | ||
|
Vid_sec |
string |
20 |
Вид сечения | ||
|
T_otp |
int |
Температура |
2. СПЕЦИАЛЬНАЯ ЧАСТЬ. РАЗРАБОТКА ПРОЕКТА ПРОГРАММНО-МЕТОДИЧЕСКОГО КОМПЛЕКСА АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ТЕРМООБРАБОТКИ ЗАГОТОВОК В ОГМЕТ ЗАО НКМЗ
2.1 Структура и функциональное назначение отдельных модулей ПМК для автоматизации проектирования технологического процесса термообработки заготовок в ОГМет ЗАО НКМЗ
Программно-методический комплекс (ПМК) предназначен для определенного класса задач (предметная область) и в пределах этого класса обладает универсальностью, имеет средства управления, позволяющие выбрать конкретные возможности из числа предусмотренных.
ПМК – это объединение управляющих, обслуживающих и обрабатывающих модулей.
Функция обрабатывающих модулей состоит в реализации шагов алгоритма преобразования значений входных данных в результаты-значения выходных данных.
Управляющие модули преобразуют задание пользователя в последовательность вызовов обрабатывающих модулей.
Обслуживающие модули обеспечивают внешний и внутренний интерфейсы ПМК, то есть обеспечивают взаимодействие пакета с пользователем и управляющих модулей с информационной базой, в данном случае с базой данных, и обрабатывающими модулями. В общем случае разделение на управляющие и обслуживающие модули носит условный характер.
База Данных (БД) – структурированный организованный набор данных.
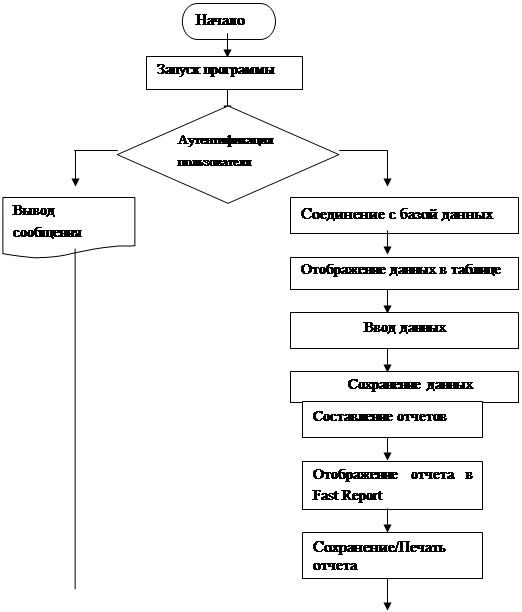
Рассмотрим алгоритм работы ПМК для автоматизации проектирования технологического процесса термообработки заготовок.
 |
|
Другие рефераты на тему «Производство и технологии»:
- Классификация, маркировка, области применения углеродистых сталей
- Разработка конструкции комплекта (жакет и юбка) женского выставочного назначения
- Гидромеханические процессы химической и пищевой технологии
- Буровые и тампонажные растворы
- Организация управления гибким производственным комплексом на основе системы ЧПУ
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды